Sistemas de Sujeción y Unión de Carriles en la Infraestructura Ferroviaria
Índice de contenidos
Capítulo I Sujeciones
Los sistemas de sujeción constituyen los componentes fundamentales encargados de mantener los carriles en una posición óptima y estable respecto a las traviesas. Cuando se trabaja con traviesas de hormigón armado, que están diseñadas para períodos de servicio extendidos que oscilan entre 40 y 50 años aproximadamente, el propósito fundamental es lograr una fijación de larga duración que garantice la integridad del sistema.
Las funciones principales de estas sujeciones son variadas e interdependientes. En primer lugar, es esencial mantener unidos de forma solidaria el carril y la traviesa, evitando cualquier separación que comprometería la continuidad estructural. Además, estos elementos deben ser capaces de absorber las cargas dinámicas generadas por el material rodante y transmitirlas eficientemente hacia la infraestructura inferior. Simultáneamente, las sujeciones tienen la responsabilidad de preservar la geometría correcta de la vía, manteniendo el ancho estipulado entre ambos carriles. Otro aspecto crítico es prevenir el vuelco o desplazamiento lateral del carril bajo solicitaciones transversales. Finalmente, en sistemas de tracción eléctrica, estas sujeciones deben proporcionar el aislamiento eléctrico necesario para los circuitos de señalización y retorno de corriente.
Desde el punto de vista del comportamiento estructural, en los tramos rectos de la infraestructura ferroviaria, el carril experimenta no sólo las cargas verticales resultantes del peso del material rodante, sino también esfuerzos laterales horizontales originados por el movimiento sinusoidal de los ejes, fenómeno conocido como movimiento de lazo. En las secciones curvas, la situación se ve modificada significativamente por la introducción de esfuerzos adicionales generados por el contacto entre las pestañas de las ruedas y el hilo exterior del carril.
Durante las operaciones de frenado y aceleración, el sistema está sometido a importantes esfuerzos longitudinales, que se ven complementados por las tensiones internas que genera la variación térmica estacional del acero. La capacidad del sistema de sujeción para mantener los carriles y traviesas en sus posiciones proyectadas depende, en esencia, de su habilidad para absorber la totalidad de estos esfuerzos complejos y multidireccionales, facilitando su transferencia ordenada hacia la estructura de apoyo.
Por tanto, el desafío fundamental que enfrenta el diseño de sujeciones no radica simplemente en hallar una solución técnica que satisfaga los requerimientos funcionales citados, sino en lograr que dicha solución alcance los objetivos propuestos minimizando tanto los costos de instalación inicial como los de explotación y mantenimiento, aspectos que frecuentemente mantienen una relación inversamente proporcional.
Cabe destacar que las sujeciones constituyen los elementos más abundantes en la superestructura vial, lo que hace que la simplicidad tecnológica de su proceso de fabricación adquiera una importancia considerable en términos económicos y de viabilidad industrial.
En el caso específico de las traviesas de hormigón armado, existen particularidades fundamentales relacionadas con sus propiedades físicas y químicas que afectan directamente al diseño y funcionamiento de las sujeciones. La conductibilidad eléctrica significativa del hormigón armado obliga a la confección de aislamientos eléctricos individuales en cada traviesa. Adicionalmente, la elevada rigidez característica del hormigón armado como material constructivo requiere la incorporación de placas o forros elásticos amortiguadores entre el patín del carril y la traviesa, a fin de asegurar una transmisión sin impactos de los esfuerzos dinámicos procedentes del material rodante y garantizar una mayor durabilidad del sistema.
Con carácter general, el proceso de diseño y fabricación de las sujeciones debe considerar múltiples aspectos técnicos y funcionales. Primeramente, debe asegurar de forma fiable la estabilidad proyectada de la posición de los carriles, tanto en términos de ancho de vía, peralte, como en la ausencia de movimientos longitudinales, bajo la acción de todos los esfuerzos derivados del paso del material rodante y de los cambios de temperatura ambiental.
Asimismo, el sistema debe demostrar una elasticidad suficiente tanto en dirección vertical como horizontal, reduciendo al máximo posible la pérdida de apriete bajo cargas repetidas. La sujeción debe permitir una colocación sencilla y precisa de los carriles en la vía de ancho normal, facilitando la nivelación de la infraestructura en cualquier época del año, admitiendo el sobreancho de la vía conforme a normas establecidas, así como la colocación de carriles con patines de diferentes anchos sin necesidad de modificar las dimensiones de las traviesas o alterar el sistema de fijación.
El montaje y desmontaje de las parejas de carriles debe realizarse con facilidad y rapidez, sin la necesidad de mecanismos complicados, siendo deseable que sea compatible con maquinaria de vía de alto rendimiento. El diseño debe privilegiar la simplicidad constructiva, manteniendo un peso mínimo y reduciendo al máximo el número de piezas componentes, permitiendo procesos de fabricación económicos y eficientes, adaptables a la producción en serie.
Complementariamente, la instalación del aislamiento eléctrico para los circuitos de señalización debe resultar cómoda y fiable. El control y mantenimiento del estado de la fijación debe ser accesible y rápido, permitiendo la sustitución de piezas defectuosas sin alterar la posición de las traviesas ni deteriorarlas. Por último, no debe comprometer de manera significativa la sección transversal de la traviesa ni introducir complejidades innecesarias en su tecnología de fabricación.
Estructura General de una Sujeción
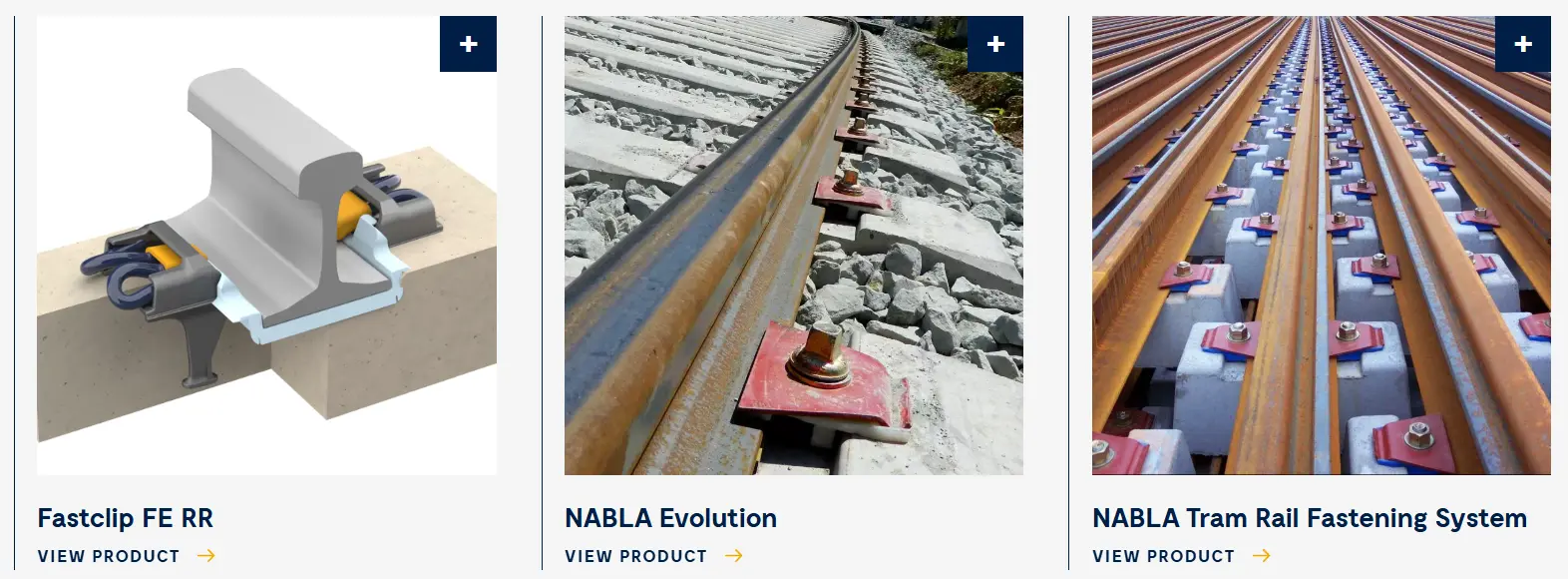
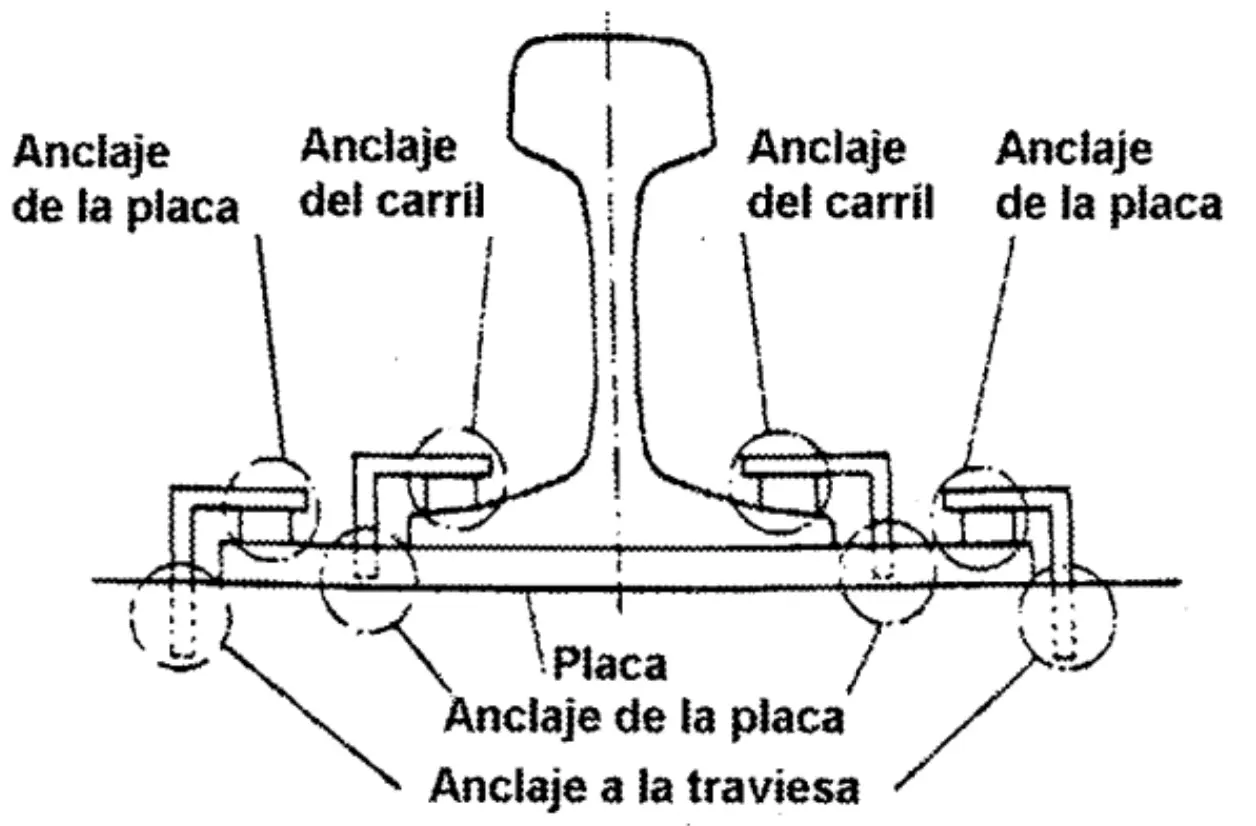
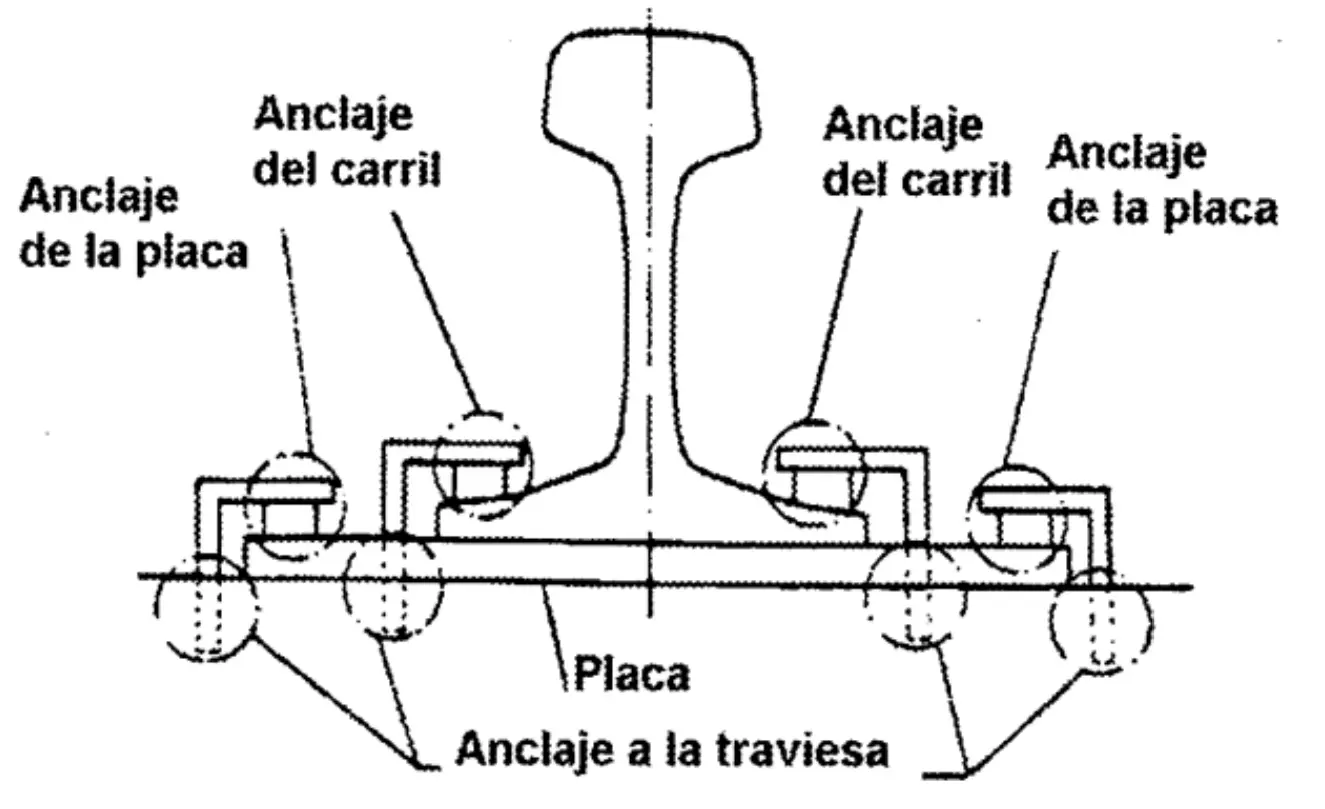
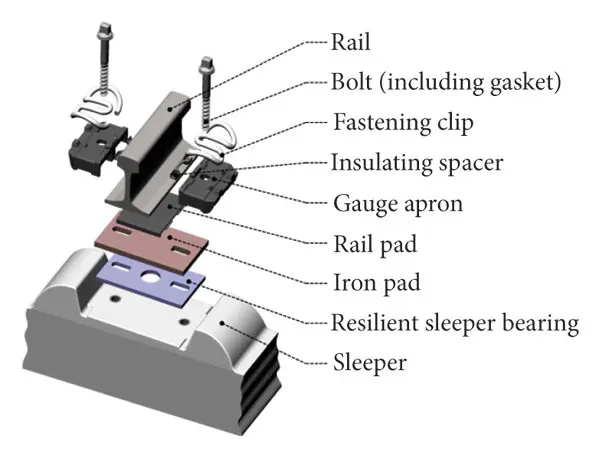
Desde una perspectiva constructiva, toda sujeción puede descomponerse en una serie de elementos funcionales específicos. Los elementos de anclaje a la traviesa proporcionan la conexión mecánica fundamental con la estructura base. La placa de asiento constituye la interfaz de contacto entre el carril y la traviesa. Los elementos de anclaje de la placa aseguran su posición respecto a la traviesa. Los elementos elásticos, aislantes y de guía del carril son los responsables de proporcionar la elasticidad, aislamiento y control posicional del sistema.
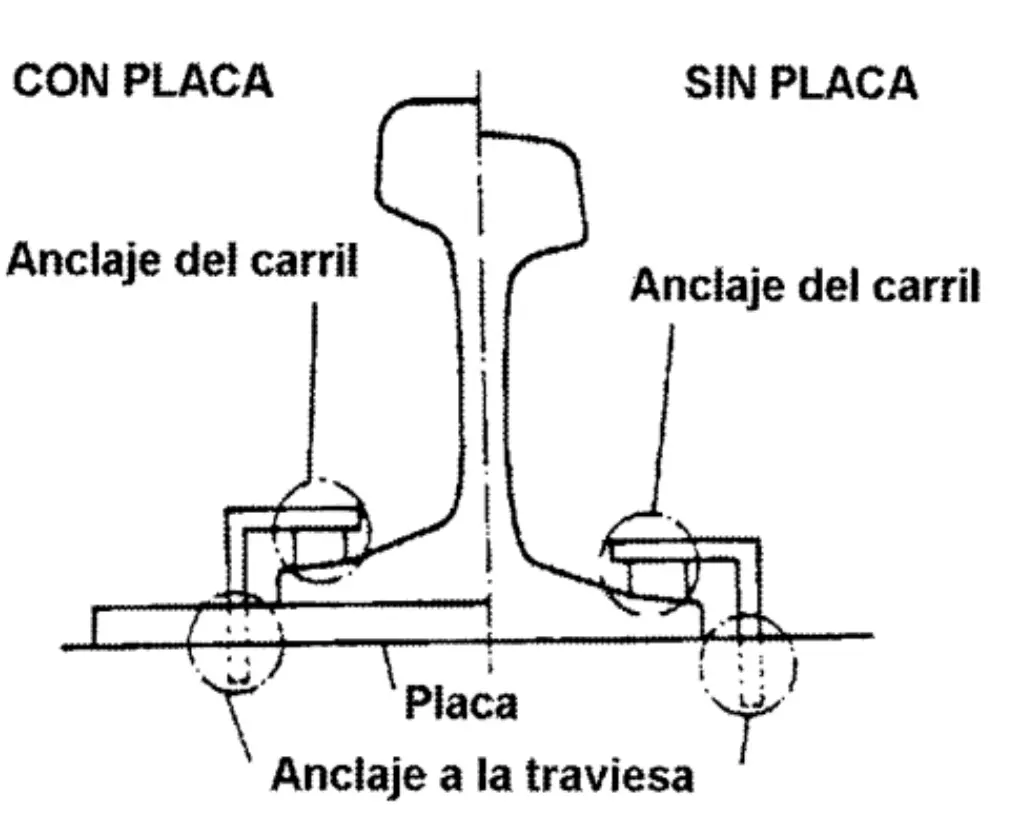
Sujeción directa
 Sujeción indirecta
Sujeción indirecta
 Sujeción mixta
Sujeción mixta
I.1. Elementos: placa de asiento
La placa de asiento constituye el elemento de transición fundamental que canaliza las cargas y movimientos entre el patín del carril y la traviesa. Sus funciones son múltiples e interdependientes: en primer lugar, debe repartir de manera uniforme la carga que transmite el carril hacia una superficie de apoyo mayor en la traviesa, disminuyendo concentraciones de presión que podrían ser perjudiciales. Adicionalmente, la placa debe garantizar el posicionamiento correcto del carril, proporcionando la inclinación adecuada y preservando el ancho de vía especificado. Finalmente, debe prevenir desplazamientos longitudinales del carril bajo solicitaciones dinámicas.
La clasificación de placas de asiento se establece fundamentalmente según la naturaleza del material empleado en su fabricación. Las placas metálicas, típicamente de acero, tienen como función principal repartir la carga que transmite el carril a través del patín hacia la traviesa sobre una superficie de contacto considerablemente mayor. Estos elementos simplemente incrementan la superficie de apoyo disponible sin experimentar deformación significativa bajo carga normal. Por el contrario, las placas elásticas, fabricadas con caucho, materiales sintéticos o madera, proporcionan elasticidad al sistema de vía, amortiguan las vibraciones transmitidas desde el carril hacia la traviesa y contribuyen a impedir el desplazamiento longitudinal de los carriles bajo esfuerzos de tracción-compresión.

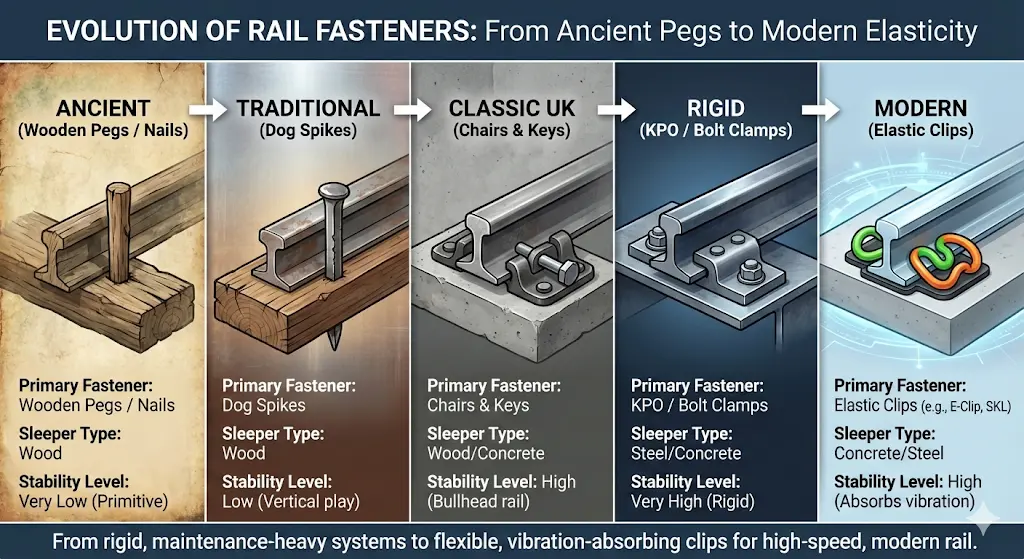
De acuerdo con criterios operacionales y tecnológicos, las sujeciones pueden clasificarse en varios tipos principales: sujeciones rígidas clásicas, clavos elásticos, sujeciones elásticas de lámina o grapa, sujeciones elásticas de clip, y sujeciones de apoyo con carril flotante, cada una con características y aplicaciones particulares.
I.2. Sujeciones rígidas en traviesas de madera
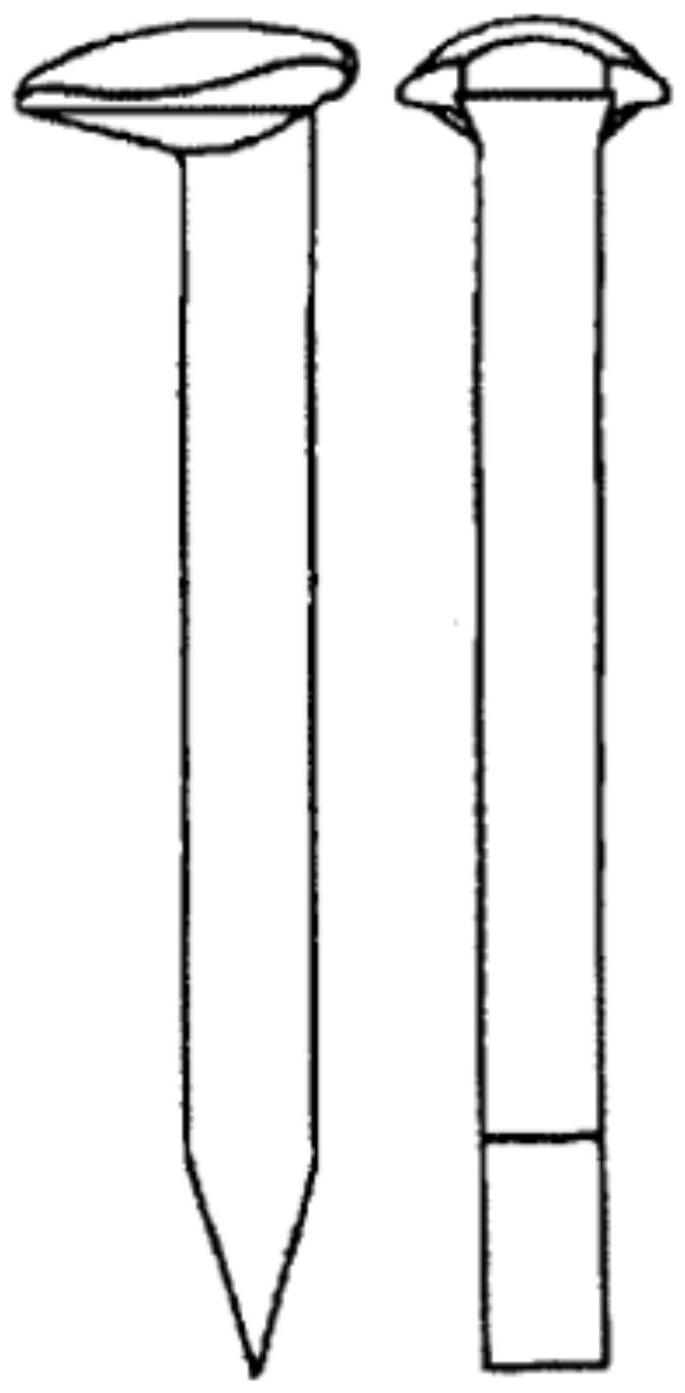
Escarpias
Los clavos especiales denominados escarpias representan una de las soluciones más antiguas y tradicionalmente más empleadas en la industria ferroviaria, habiendo sido ampliamente utilizados en la mayoría de los ferrocarriles de Estados Unidos y Canadá desde los orígenes del sistema ferroviario. Se trata de elementos de sección transversal cuadrada u octogonal, con una longitud aproximada de 160 mm, espesor que varía entre 15 y 18 mm, y un peso que oscila entre 250 y 400 gramos. Fabricados en acero de alta calidad, se colocan mediante martillazos en orificios previamente preparados y taladrados con un diámetro equivalente a aproximadamente dos tercios del espesor de la escarpia.
El mecanismo de sujeción de estos elementos se basa fundamentalmente en la fricción generada entre la parte clavada y la madera de la traviesa. Sin embargo, con el paso del tiempo y bajo la acción repetida de las cargas del material rodante, la fuerza de sujeción experimentada disminuye progresivamente, llegando incluso a desaparecer completamente en algunos casos. Este fenómeno de aflojamiento tiene múltiples causas. Una de ellas es la presencia de esfuerzos transversales actuando sobre la cabeza del carril, que generan tendencias de vuelco soportadas por las escarpias interiores. Adicionalmente, bajo el peso concentrado de la rueda, la traviesa experimenta una deformación vertical temporal (efecto conocido como bateo), de modo que cuando la carga se retira, el carril tiende a levantarse, traccionando la traviesa hacia arriba, lo que provoca un aflojamiento paulatino de la sujeción.

Tirafondo:
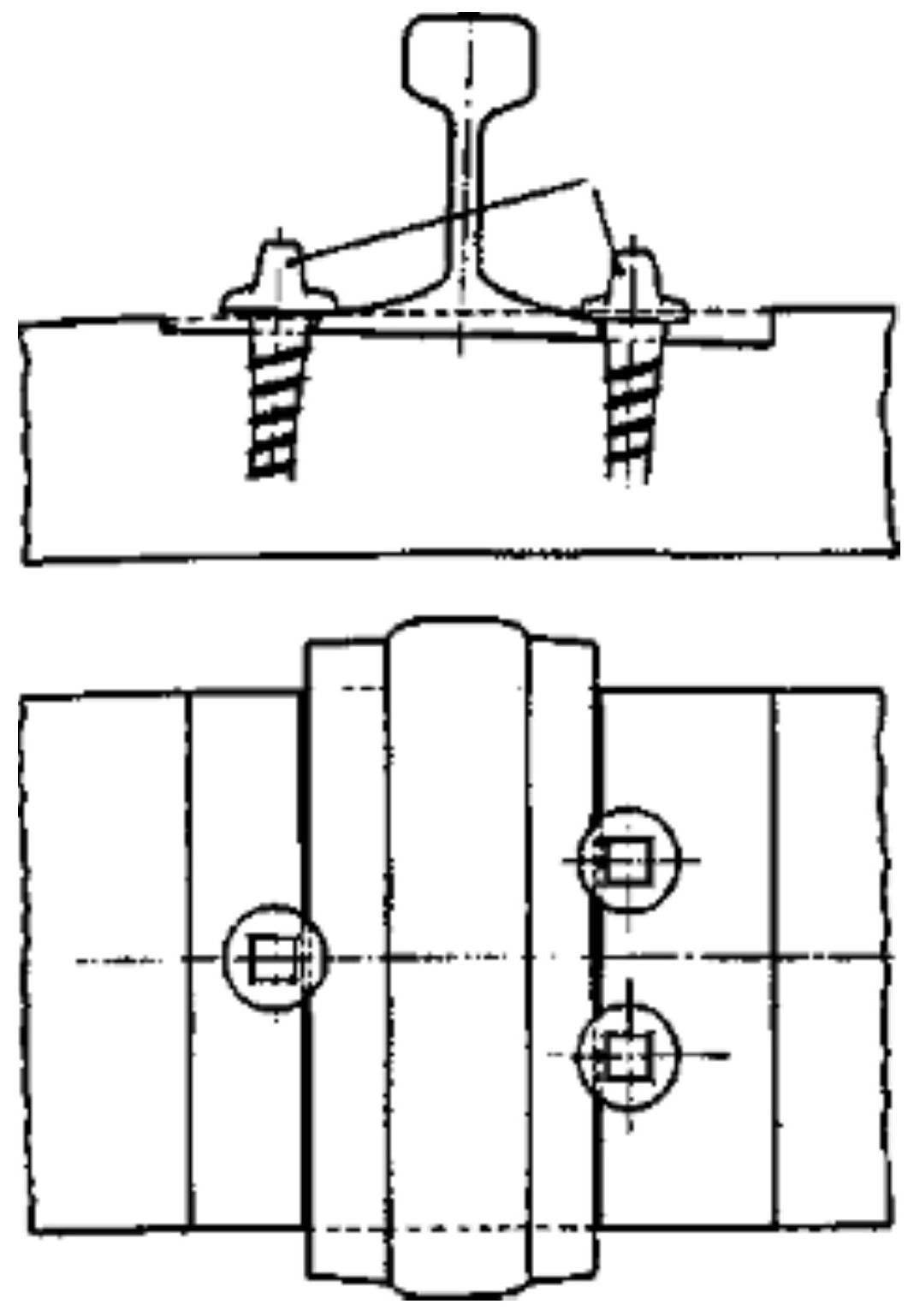
Los tirafondos son elementos de fijación roscados, fabricados en acero galvanizado, que pueden presentar geometrías cónicas o cilíndricas. Su característica más distintiva es que poseen una cabeza considerablemente ensanchada respecto al vástago, proporcionando una mayor superficie de contacto con el patín del carril. La cabeza termina en forma de prisma cuadrado o rectangular que se aloja en la cavidad de la llave de apriete utilizada para su instalación en la traviesa.
El filete del tornillo presenta una geometría especial, consistente típicamente en un triángulo escaleno cuyo lado superior es prácticamente perpendicular al eje del tirafondo, una configuración que proporciona mayor resistencia al arrancamiento. El diámetro del taladro practicado previamente en la traviesa tiene una influencia determinante en la resistencia al arrancamiento del tirafondo. Este diámetro no debe exceder considerablemente el diámetro del cuerpo del tirafondo, siendo admisibles mayores tolerancias en las maderas duras que en las blandas; el proceso de introducción se facilita significativamente cuando el tirafondo ha sido sumergido previamente en grasa. Una vez que la cabeza del tirafondo establece contacto con el patín del carril, no debe continuarse el apriete, puesto que una sola vuelta adicional puede destruir las fibras de la madera en el interior, reduciendo drásticamente la resistencia al arrancamiento.
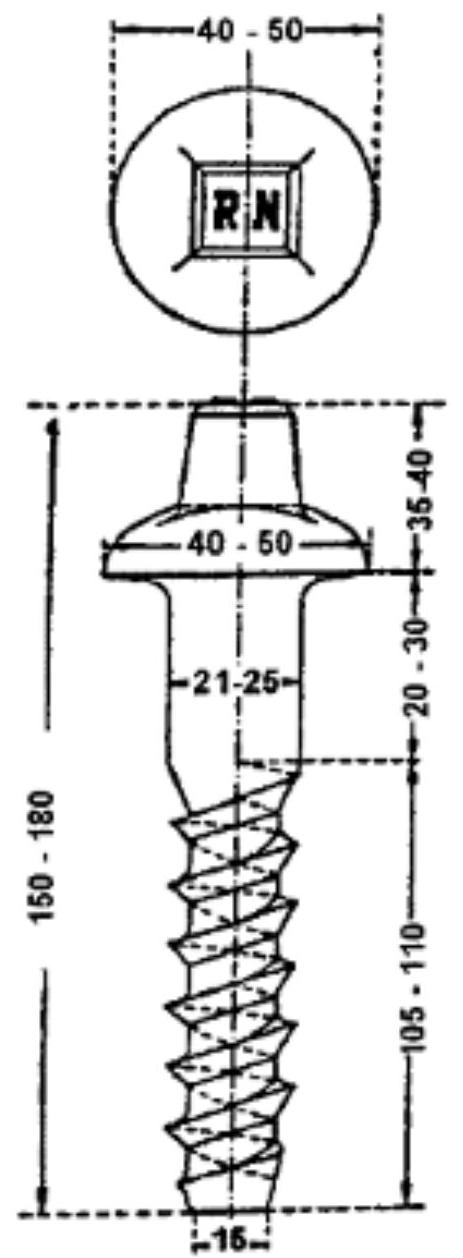

Para evitar intentos de instalación incorrecta mediante percusión, se graban en relieve sobre la cabeza del tirafondo las iniciales de la red ferroviaria o una pequeña pirámide que revelaría por su deformación cualquier intento de martillado. Los tirafondos ofrecen mayor resistencia que las escarpias frente a esfuerzos verticales ejercidos por el patín y se arrancan menos fácilmente bajo esfuerzos tendentes al vuelco del carril, siendo esta superioridad más pronunciada en maderas duras. Sin embargo, se estima que las escarpias, gracias a su sección cuadrada, resultan más eficaces para mantener el ancho de vía.
La resistencia inicial al arrancamiento de un tirafondo nuevo es elevada porque el anclaje se realiza mediante la rosca del tornillo en la hélice practicada en la madera, a diferencia de la escarpia que se sostiene exclusivamente por fricción superficial.
I.3. Sujeciones rígidas en traviesas de hormigón
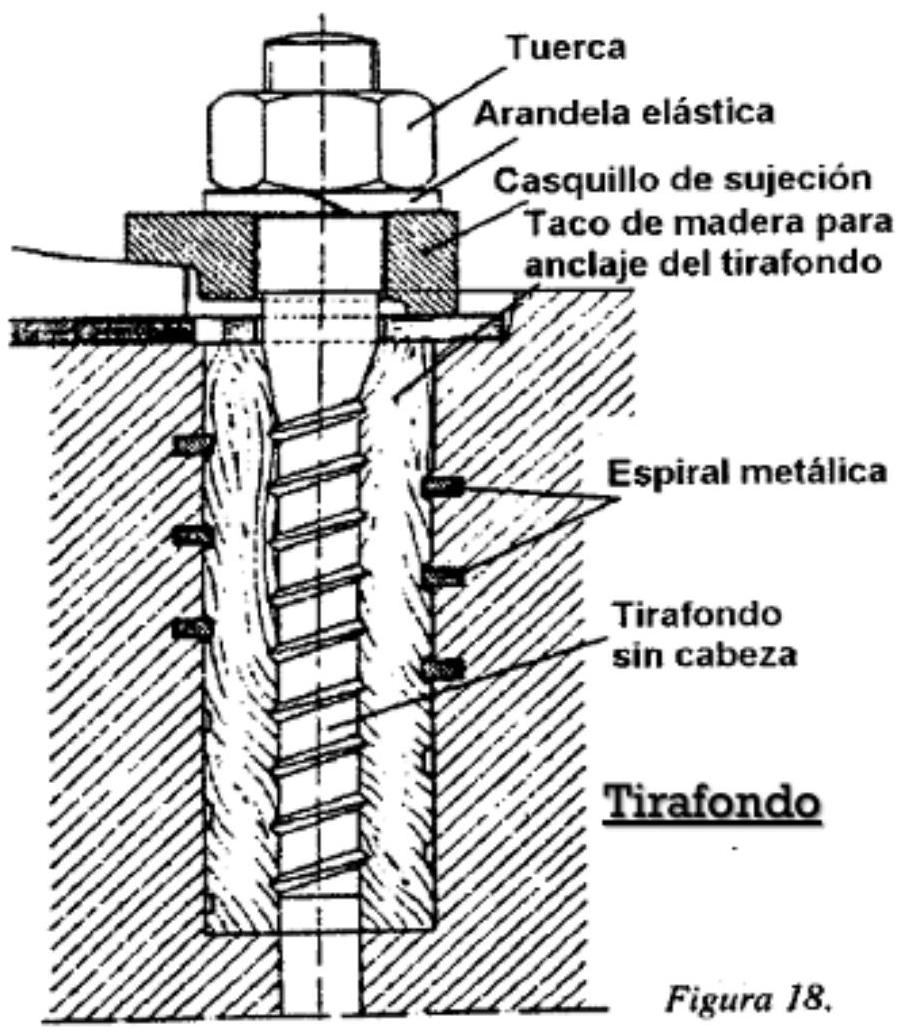
Los primeros intentos para resolver la fijación de carriles a traviesas de hormigón armado consistieron en adaptar los tirafondos tradicionalmente utilizados en traviesas de madera, atornillándolos sobre espigas o bloques de madera embebidos en la masa de hormigón. Sin embargo, esta solución mostró limitaciones significativas, ya que no es posible lograr una unión rígida y duradera entre el hormigón y la madera, debido a la influencia negativa de la humedad ambiental y a las diferencias en los coeficientes de dilatación térmica de ambos materiales.
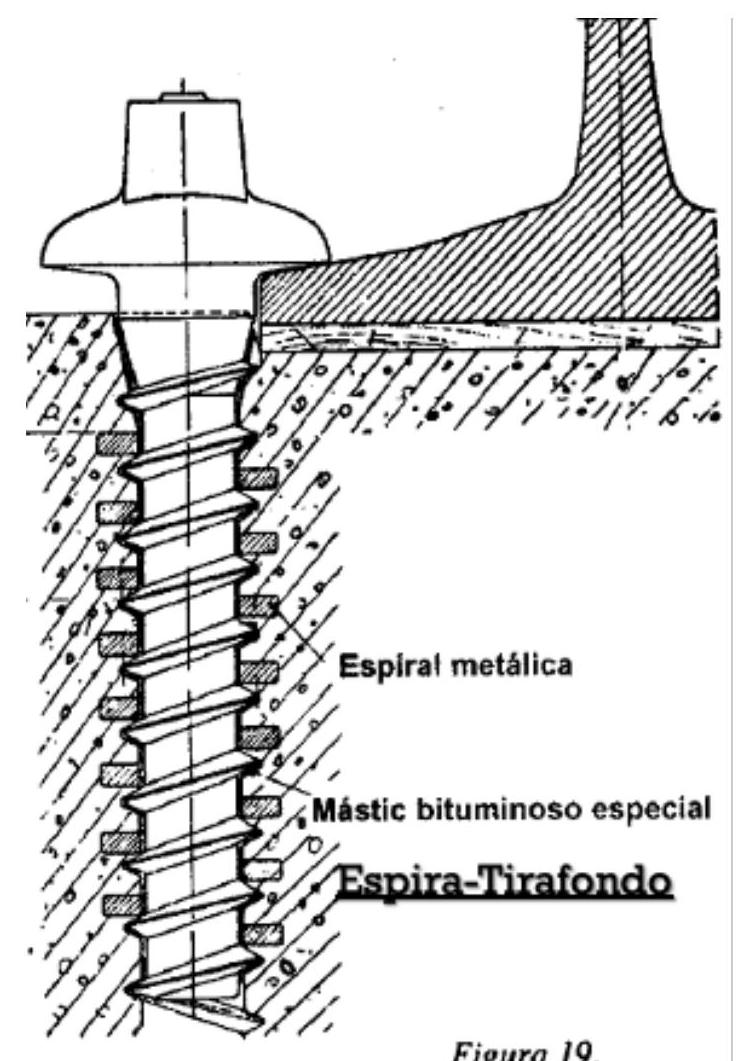
Para mejorar esta solución, se ideó el uso de espigas de madera roscadas en una espiral metálica alojada en el hormigón. La evolución posterior condujo al desarrollo de la espira-tirafondo, que consiste en insertar una espira metálica embebida en la masa de hormigón, proporcionando una rosca fiable para el tirafondo. Una alternativa, aunque más costosa, es utilizar una vaina de fundición fileteada en su interior, completamente embebida en el hormigón durante su construcción, aunque esta solución exige una precisión de fabricación muy rigurosa.
I.4. Sujeciones elásticas
Se denomina sujeción elástica aquella en la cual la fijación del carril a la traviesa se consigue mediante un elemento que experimenta una deformación reversible bajo la acción de las solicitaciones transmitidas por el carril, siendo capaz de recuperar su forma original cuando dichas solicitaciones cesan. En la configuración de vía sin placa de asiento rígida, el elemento elástico se dispone de tal forma que fija de manera elastómera el carril a la traviesa.
Según el número de elementos elásticos trabajando en direcciones opuestas (vertical ascendente y descendente), las sujeciones se clasifican como simplemente elásticas o doblemente elásticas. Estas sujeciones pueden agruparse dentro de dos categorías principales: sujeciones elásticas de lámina o grapa, y sujeciones elásticas de clip, cada una con características constructivas y funcionales específicas.
I.4.1. Sujeciones elásticas de grapa
Las sujeciones elásticas de grapa proporcionan la fijación del carril no mediante la cabeza de un tirafondo tradicional, sino mediante una grapa o lámina aplicada sobre el patín del carril, sostenida por una tuerca roscada a un perno que constituye la prolongación de la espiga del tirafondo, careciendo de la cabeza ensanchada típica. Esta solución presenta la ventaja significativa de permitir el uso de una misma traviesa para carriles con diferentes anchos de patín, simplemente variando las dimensiones de la grapa.
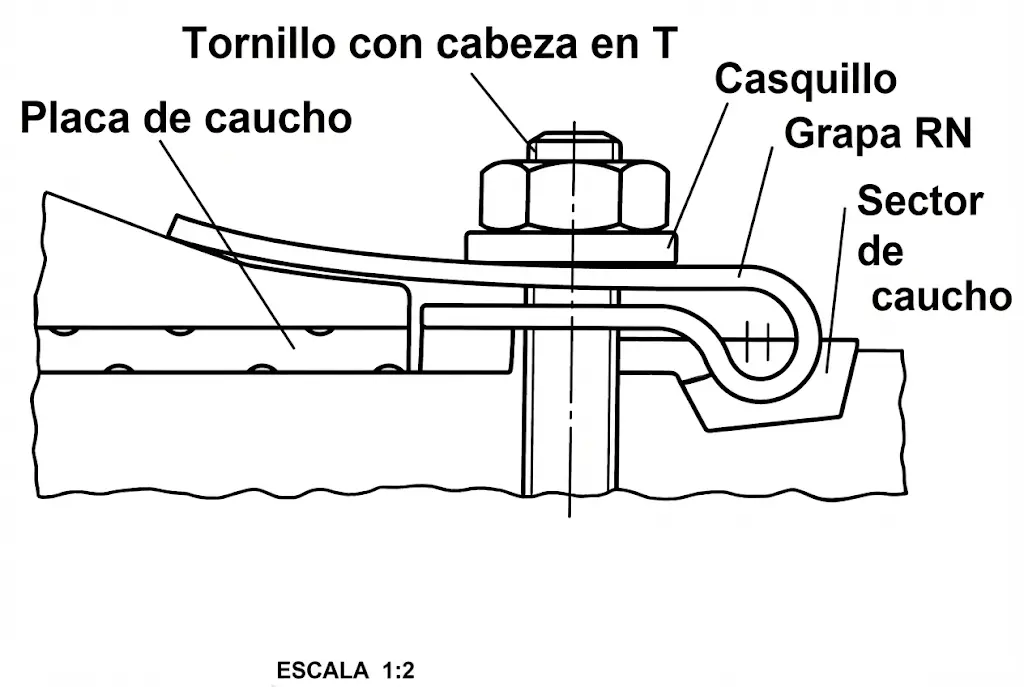
La estructura fundamental de estas sujeciones comprende varios componentes: la grapa o placa de sujeción, el tornillo de apriete, un sector de caucho, y placas de caucho que proporcionan la elasticidad requerida. Los reaprietes periódicos continúan siendo necesarios, aunque ahora lo que experimenta el desplazamiento es la tuerca. El hecho de que estos aprietes periódicos sean necesarios para compensar el aplastamiento progresivo de la placa de asiento elástica sugiere que se trata de una solución que requiere mantenimiento continuado.

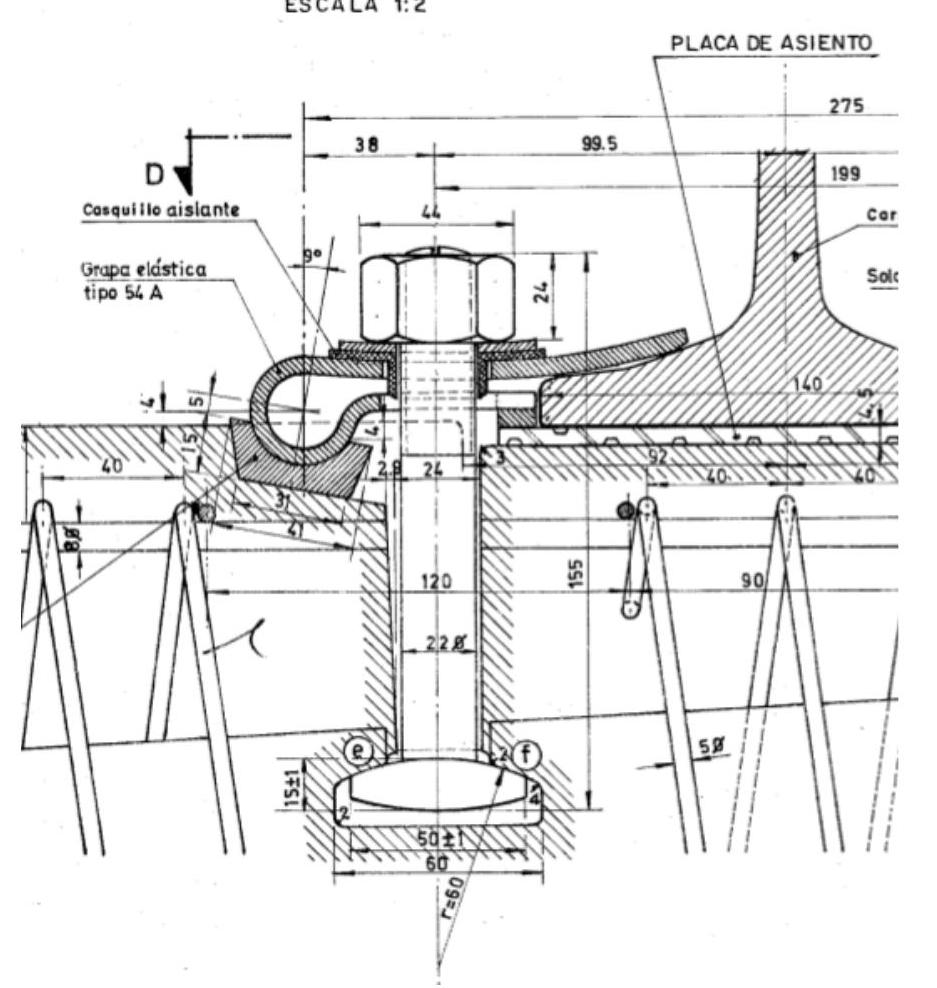
Una de las sujeciones de grapa más extendidas históricamente fue la denominada RN, de origen francés. Este sistema funciona efectivamente en toda clase de traviesas, aunque su aplicación principal ha sido en traviesas RS (bibloque o mixtas de acero y hormigón). Los componentes elásticos pueden perder sus propiedades y funcionar inadecuadamente si, por error operacional, se someten a un apretado excesivo de los tornillos de fijación, lo que genera tensiones superiores al límite elástico del material, causando deformación plástica permanente. En tal situación, la sujeción se comportaría como un sistema rígido con todos los inconvenientes inherentes.
La sujeción RN presenta algunos problemas operacionales: requiere un proceso de apretado complejo, tiene limitaciones en el mantenimiento del ancho de vía, y proporciona un aislamiento eléctrico insuficiente. Existe también una variante denominada G-4, diseñada específicamente para traviesas de madera.
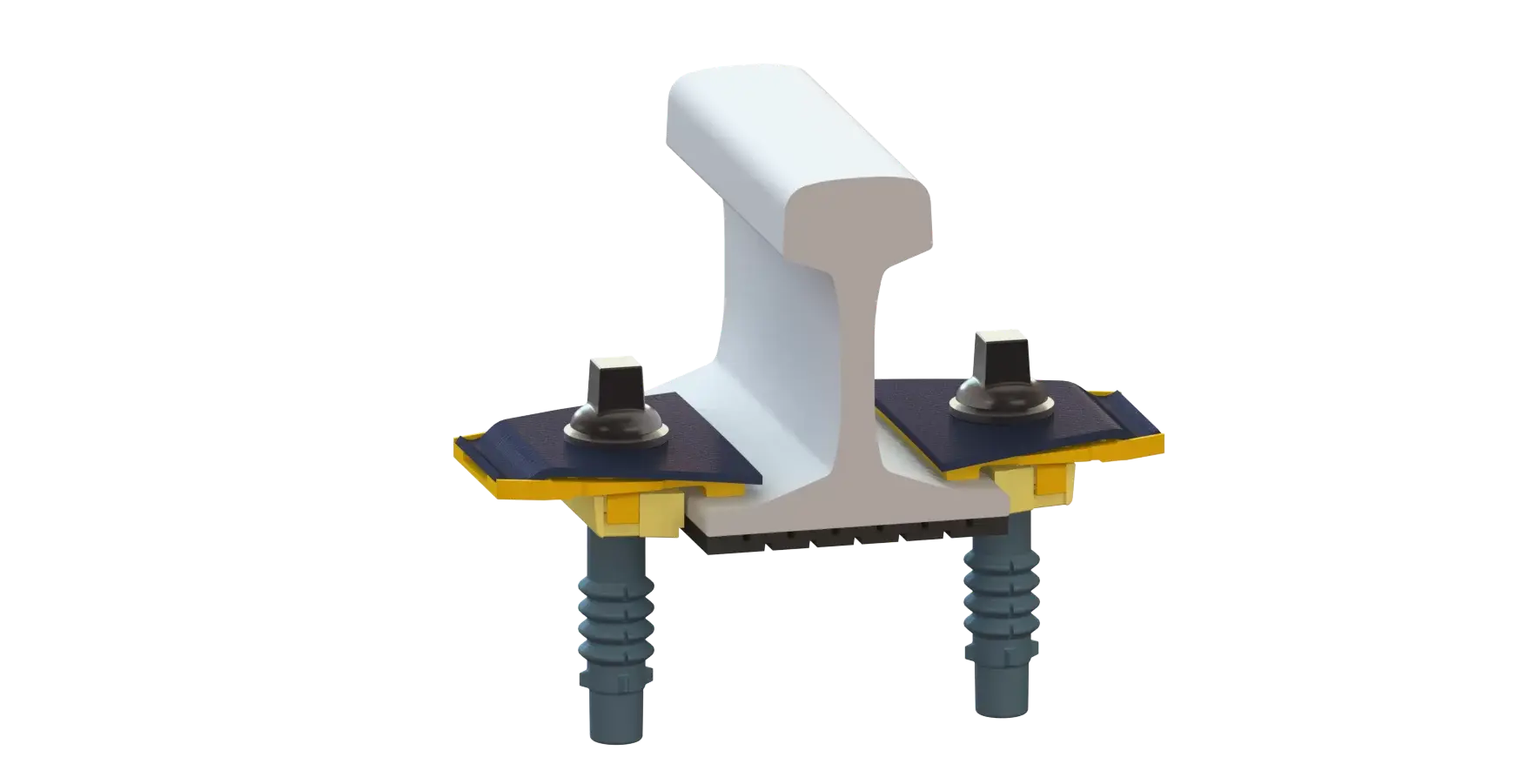
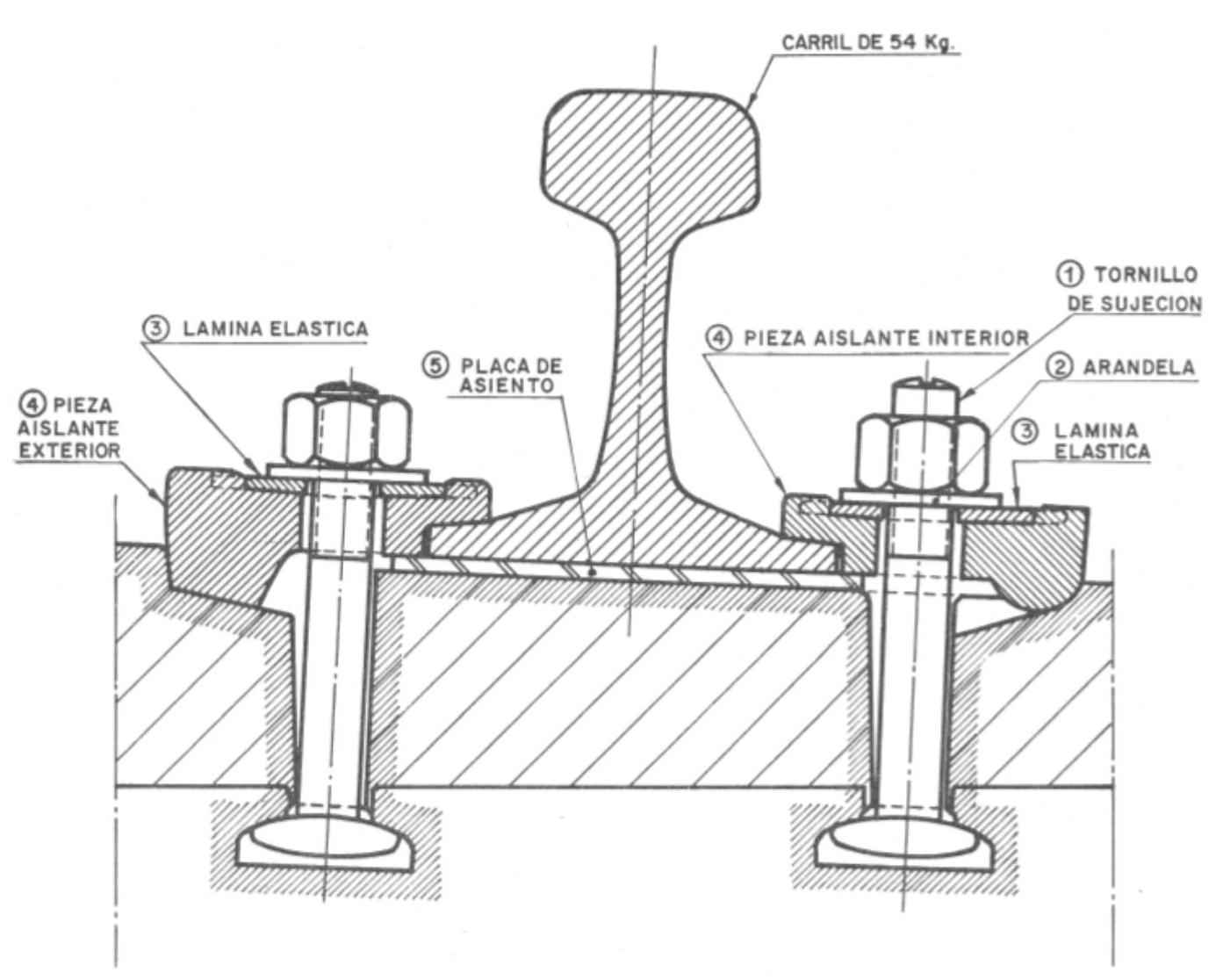
La sujeción P-2 fue desarrollada en España como respuesta a los requerimientos de las líneas de alta velocidad, con el objetivo de superar las limitaciones presentadas por la sujeción RN. Este sistema resuelve de manera efectiva el problema del aislamiento eléctrico incluso en condiciones atmosféricas desfavorables, y prácticamente elimina las variaciones del ancho de vía que caracterizaban a la sujeción RN anterior.
La sujeción P-2 está compuesta por dos tornillos de fijación a la traviesa que transmiten su presión al patín del carril mediante arandelas, láminas elásticas y piezas aislantes dispuestas interior y exteriormente. A pesar de sus ventajas, presenta algunas desventajas significativas: experimentar pérdida de elasticidad por repetición de esfuerzos verticales que pueden llevar a la rotura de las grapas aislantes, manifiesta mayor sensibilidad a la acción del fuego, y tiene un precio de fabricación más elevado.

La sujeción J-2 representa una evolución significativa del modelo P-2. Su característica diferencial fundamental reside en prevenir el eventual contacto entre la placa metálica y la pieza de plástico mediante la interposición de escalones de apoyo sobre la cara superior de la pieza, mejorando así la durabilidad y el comportamiento a largo plazo.
La sujeción NABLA fue desarrollada en Francia como alternativa a la sujeción RN, siendo ampliamente utilizada en las líneas de tren de gran velocidad. El diseño de la sujeción NABLA aborda las deficiencias señaladas en la sujeción RN mediante varios mecanismos: asegura completamente el aislamiento eléctrico de los hilos de la vía, elimina totalmente las variaciones de ancho de vía, proporciona una unión elástica más sencilla y eficaz mediante la sustitución de la grapa por una lámina doblemente elástica, y simplifica considerablemente el procedimiento de apriete.
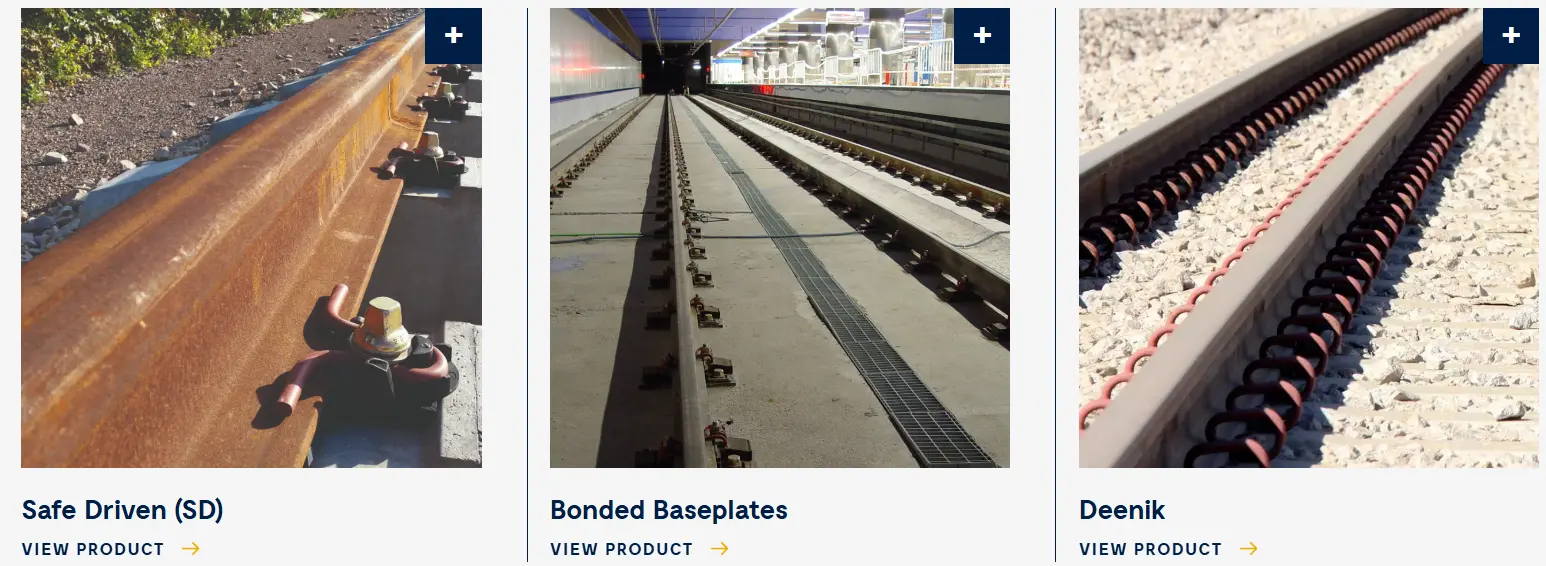
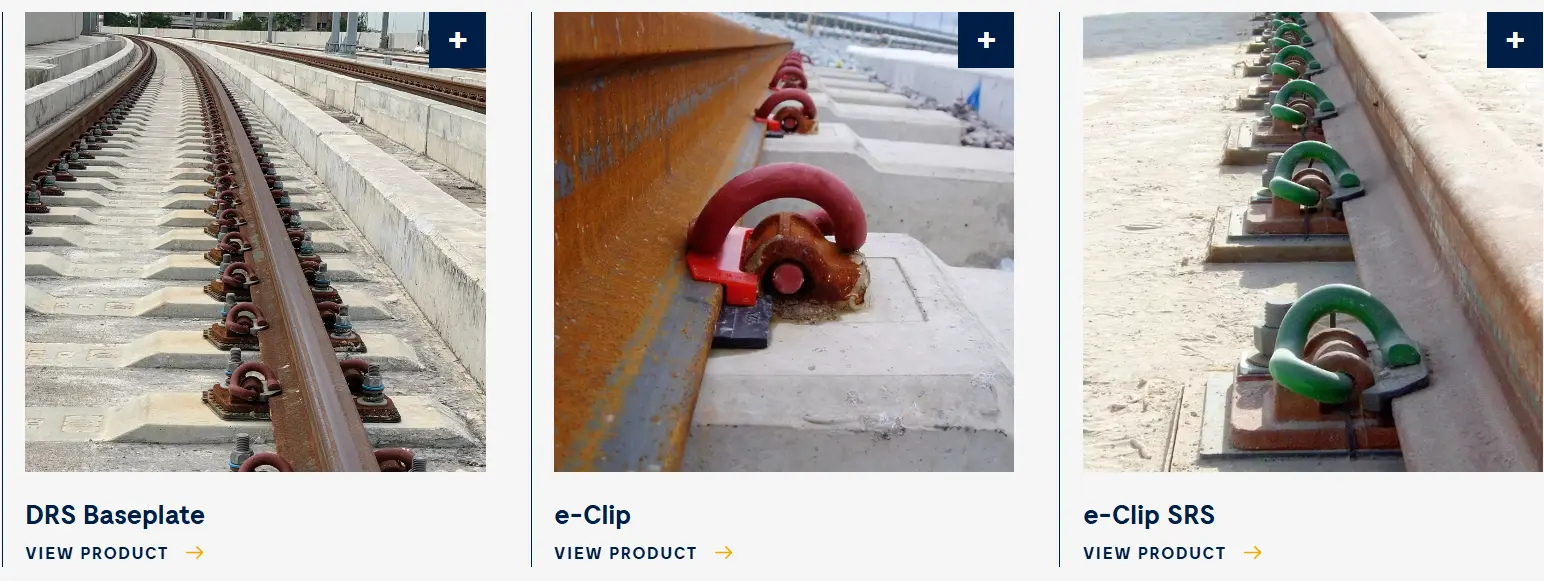
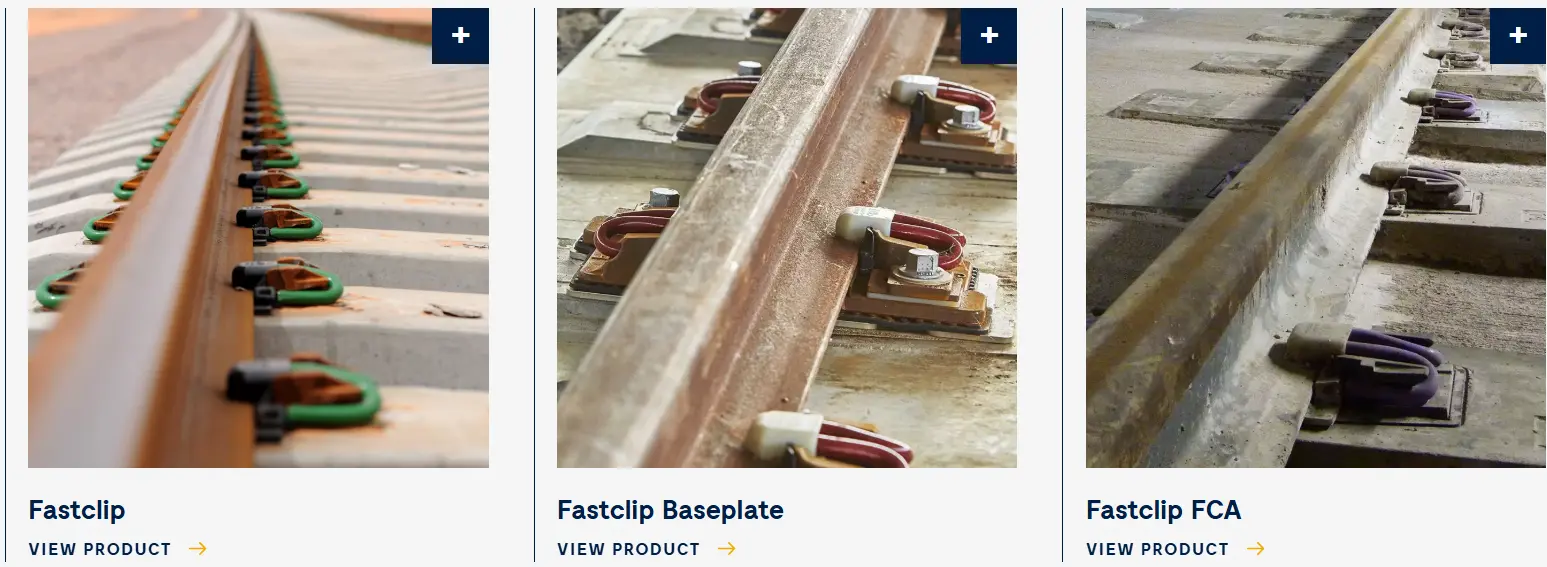
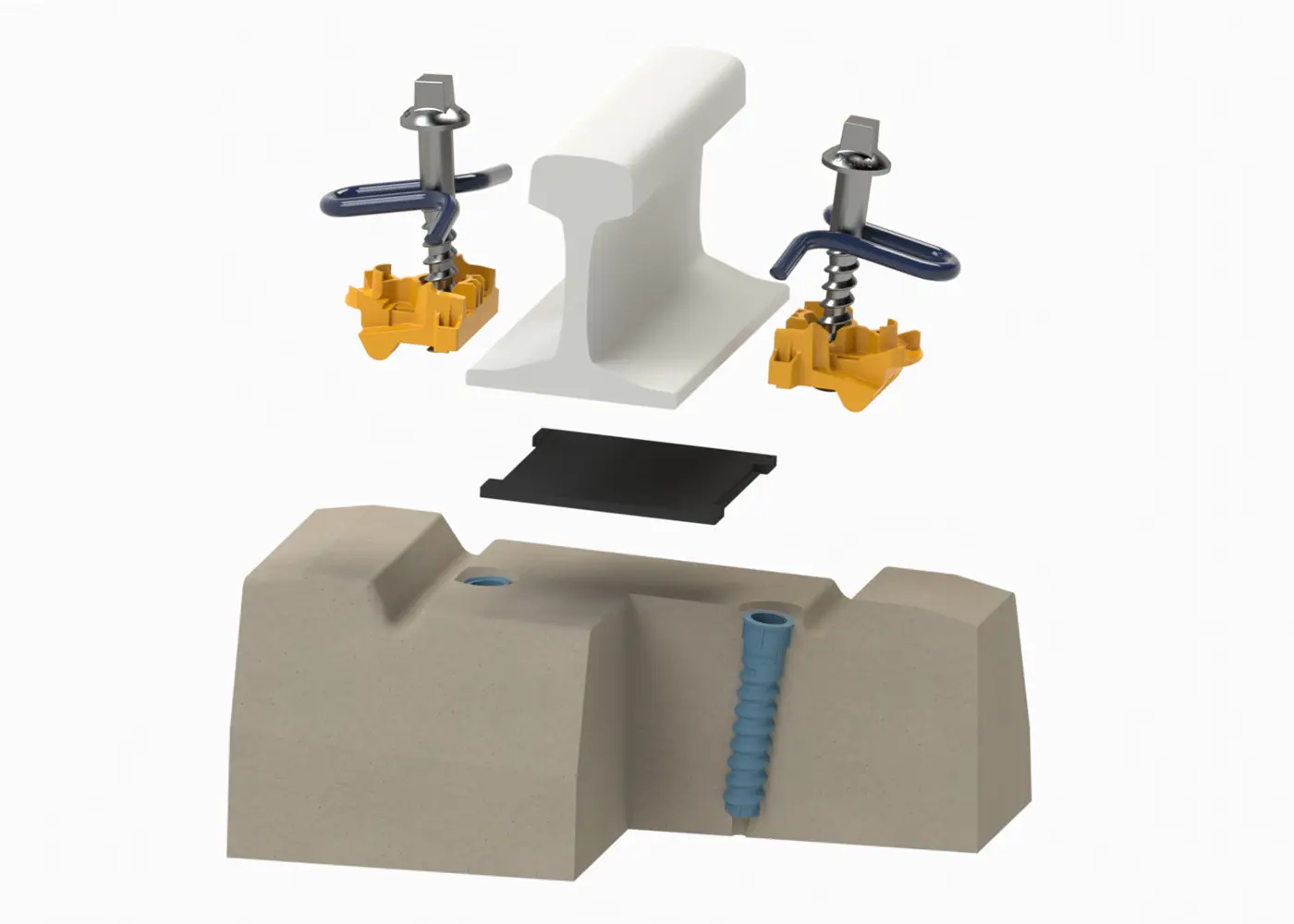
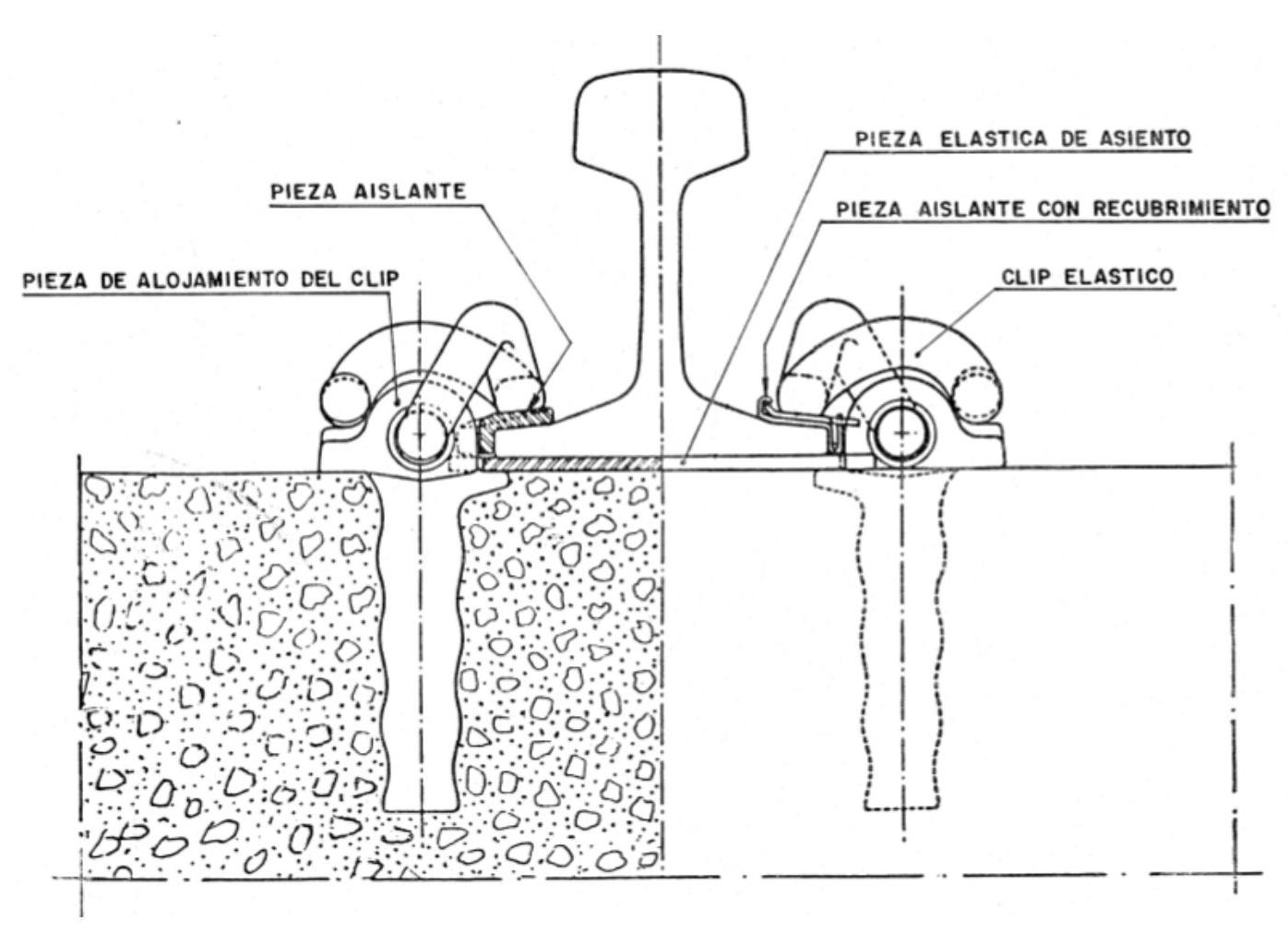
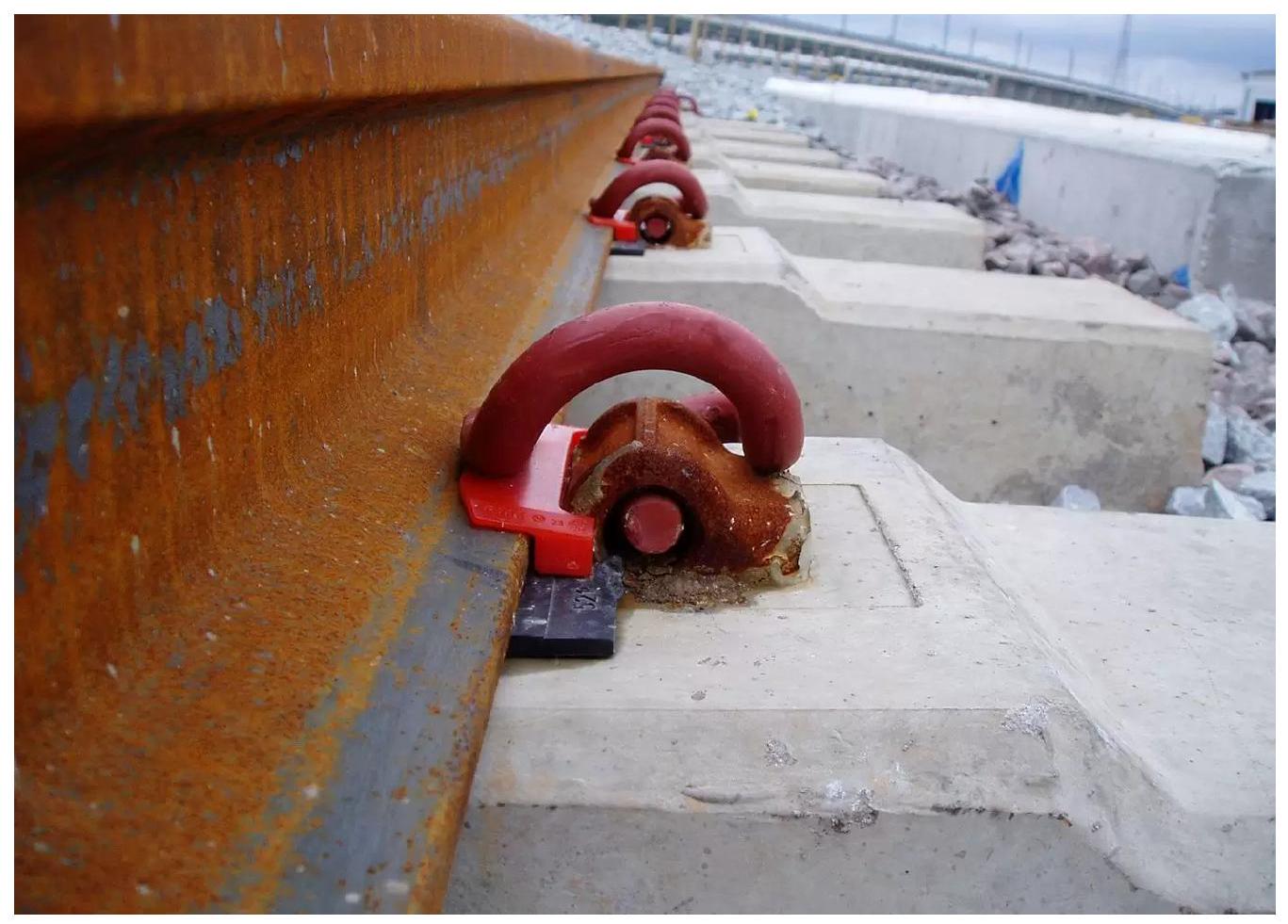
I.4.2. Sujeciones elásticas de clip
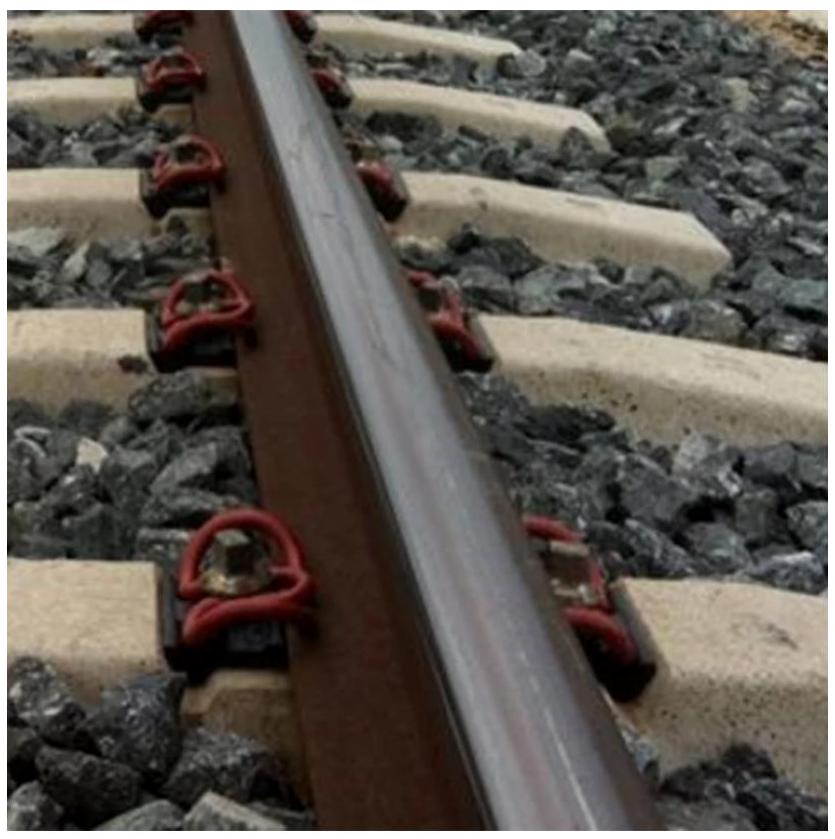
Las sujeciones de clip ofrecen como ventaja principal su funcionamiento prácticamente sin requerimientos de mantenimiento. No obstante, cualquier deficiencia en su construcción, un desgaste excesivo del material o la pérdida progresiva de sus características elásticas eventualmente conducen a la necesidad de reemplazo total de la sujeción. Entre los sistemas de clip, la sujeción PANDROL ha sido ampliamente difundida y utilizada a nivel mundial. Su característica constructiva fundamental es que no incorpora elemento roscado alguno para apriete, lo que disminuye considerablemente los requerimientos de mantenimiento del sistema integral de vía.
Este tipo de sujeción puede ser montado sobre prácticamente cualquier tipología de traviesa, lo que le otorga gran versatilidad. La principal ventaja operacional de la sujeción PANDROL consiste en la extraordinaria sencillez de su montaje y desmontaje. Como consecuencia directa, no se requiere personal especializado para estas operaciones, reduciéndose significativamente el costo de mano de obra en instalación y mantenimiento. La robustez de la sujeción PANDROL permite que su vida útil sea prácticamente equivalente a la vida media del carril.
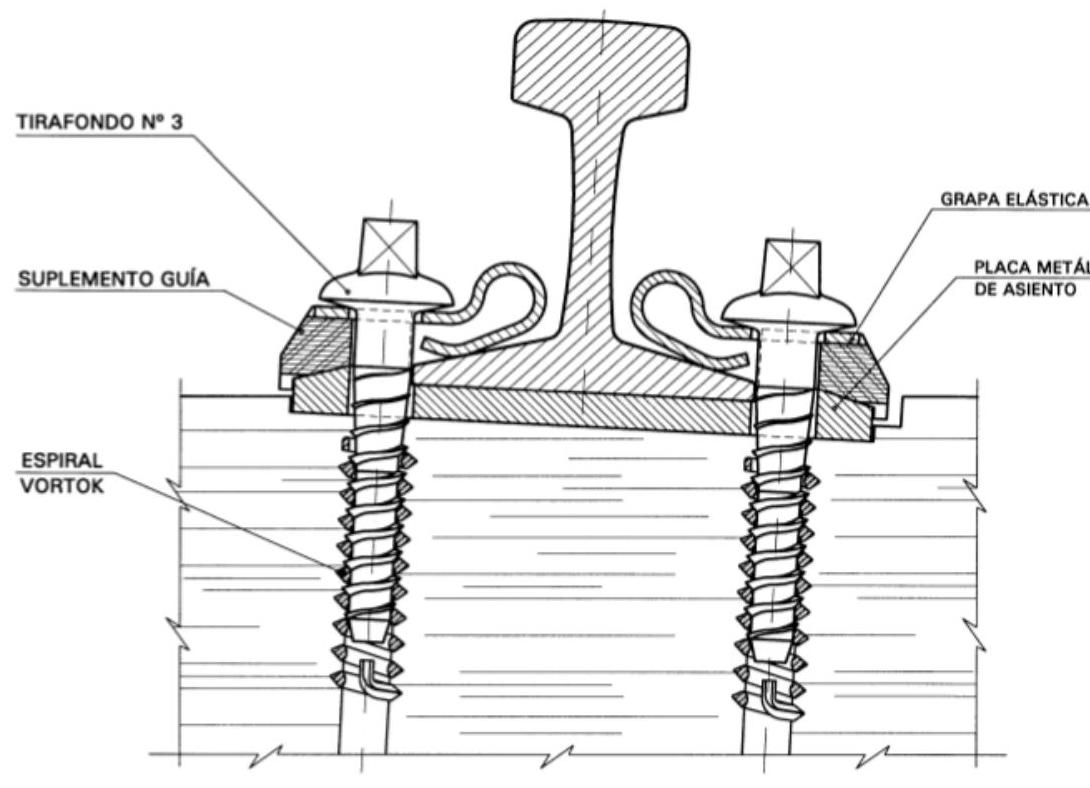
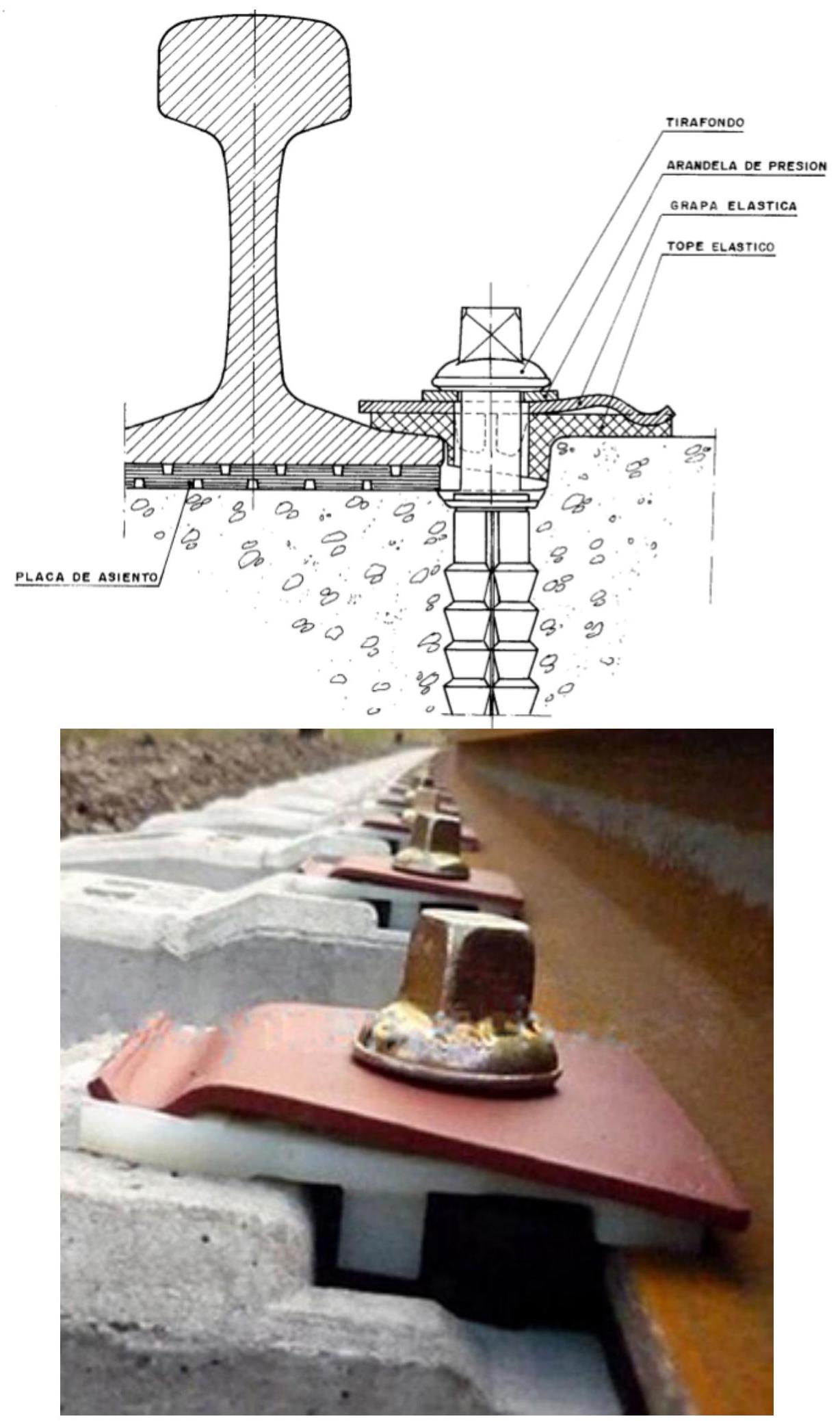
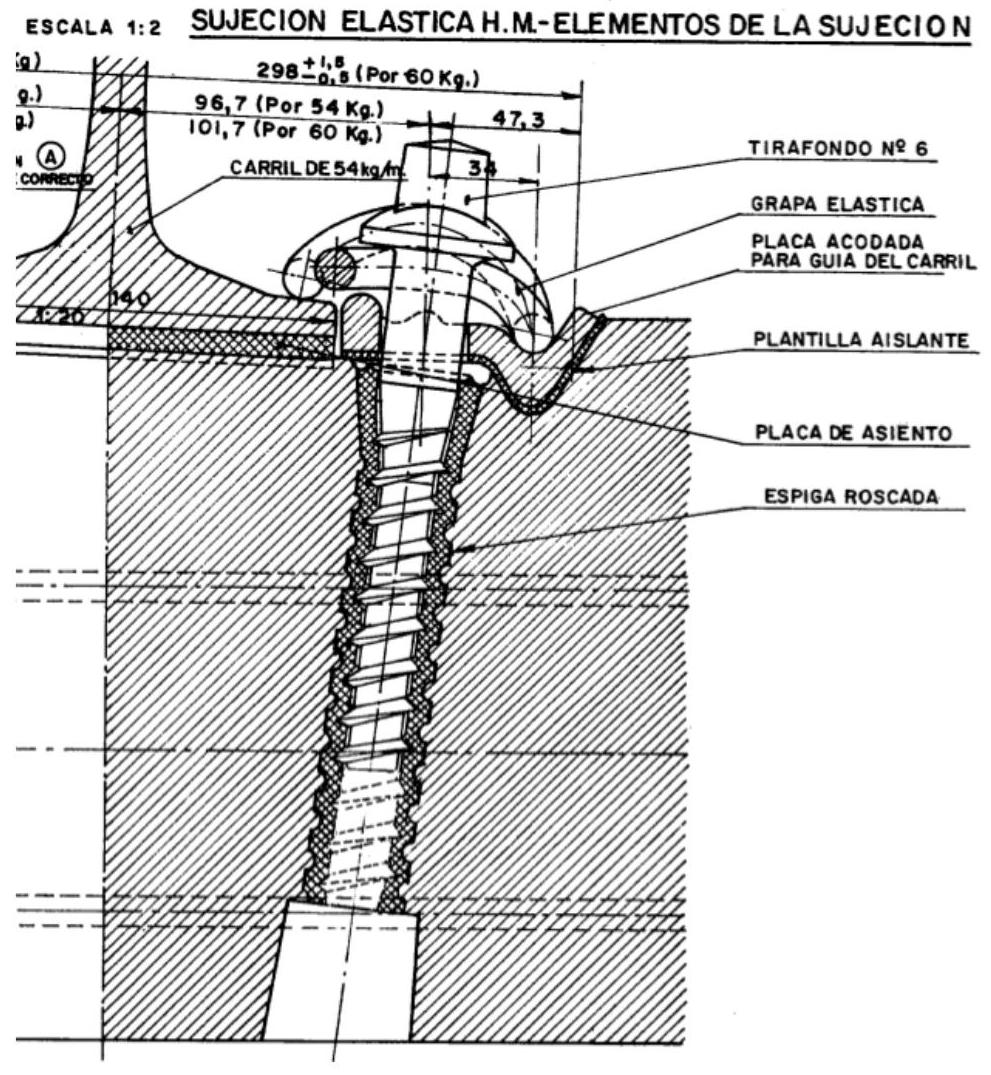
La sujeción HM-Vossloh es de procedencia alemana y se presenta en varias versiones distintas. La variante SKL-12 es empleada tradicionalmente en traviesas de madera, mientras que en España, específicamente en líneas de alta velocidad, se utiliza la SKL-1. La sujeción Vossloh ha alcanzado amplia difusión mundial y se identifica fácilmente por su característica forma de clip.
La sujeción SKL-1 está diseñada para ser colocada en traviesas monobloque de hormigón, presentando dos variantes constructivas: una para carriles de 54 kilos y otra para carriles de 60 kilos. Los clips HM presentan una geometría distintiva que recuerda a la letra griega épsilon. El conjunto proporciona una curva de apriete-deformación apropiada para el funcionamiento correcto de la sujeción y un buen aislamiento de los hilos de la vía. El apriete del carril resulta del trabajo de flexión o torsión del clip, siendo esta tensión conseguida mediante el apriete del tirafondo.


I.5. Uso de sujeciones en España
| VELOCIDAD | SUJECIONES |
|---|---|
| ≤ 140 km/h | - En B.L.S.: Directa elástica tipo Vossloh SKL-1 Directa elástica J2. Indirecta SKL-12 ∘ G-4. - En vía con juntas: Directa rígida: tirafondos. |
| 160 km/h | Directa elástica tipo Vossloh SKL-1. Directa elástica J2. Indirecta SKL-12 ∘ G-4. |
| 200 km/h | Directa elástica tipo Vossloh SKL-1. Indirecta SKL-12 ∘ G-4. |
| 200-300 km/h | Directa elástica tipo Vossloh SKL-1. |
| 350 km/h | Directa elástica tipo Vossloh SKL-1 de alta elasticidad. |
Capítulo II Juntas
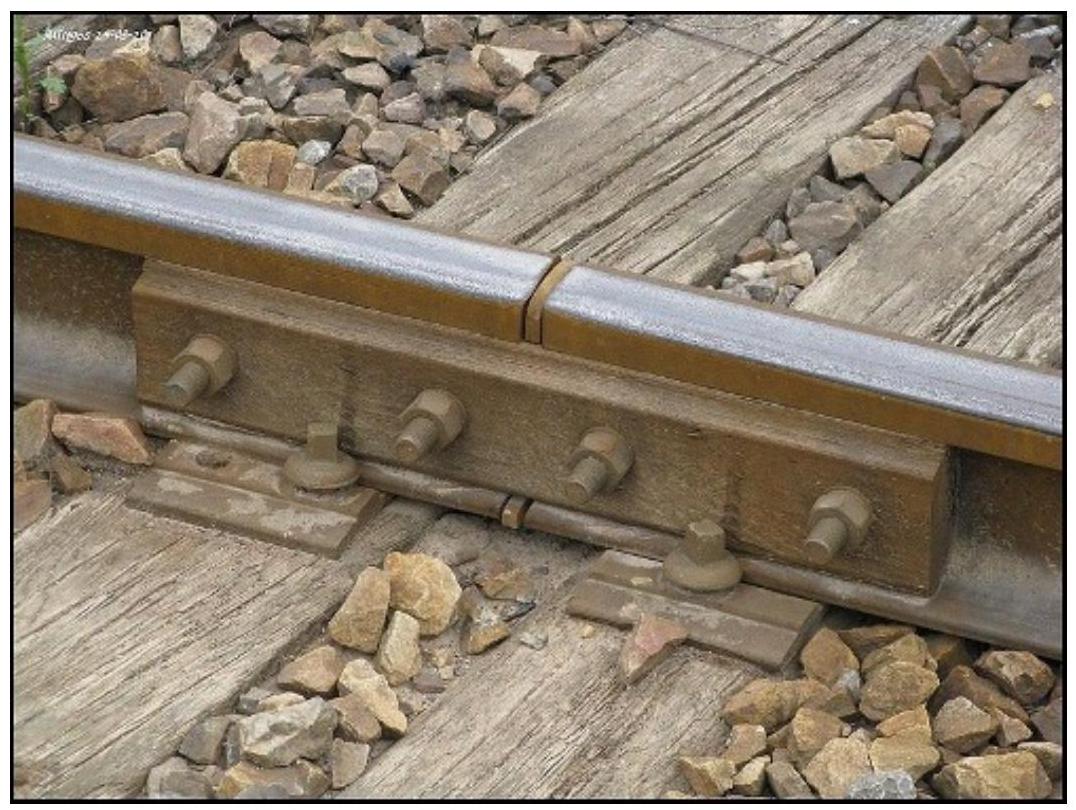
La unión mecánica entre dos carriles consecutivos se denomina junta. Esta conexión se realiza mediante piezas metálicas especializadas llamadas bridas, que establecen la continuidad longitudinal del carril. Entre los extremos de dos carriles contiguos existe siempre una pequeña separación denominada cala, dimensión que resulta fundamental para permitir las dilataciones térmicas del material.
Desde el punto de vista del comportamiento dinámico, las juntas constituyen los puntos débiles de toda la infraestructura vial. La causa fundamental de esta vulnerabilidad reside en la discontinuidad estructural que presentan. En la zona de la junta existe una variación brusca del momento de inercia disponible para resistir flexión, lo que ocasiona cambios abruptos en la rigidez de la vía, originando fenómenos de impacto al paso del material rodante.

La función principal de las juntas consiste en facilitar la expansión longitudinal del carril provocada por las variaciones estacionales de la temperatura ambiental. Estas fluctuaciones térmicas, conjuntamente con la dimensión máxima admisible de la cala, establecen de facto la longitud máxima permisible de los carriles. Esta limitación de longitud viene asimismo impuesta por los procesos tecnológicos de laminación industrial y las capacidades de transporte disponibles. Por consiguiente, la presencia de juntas constituye una realidad inexorable en la infraestructura tradicional, siendo imperativo que en estas discontinuidades se logren ciertos objetivos. Los carriles debe comportarse solidariamente, actuando como una viga continua. La junta debe presentar una resistencia a la deformación equivalente o muy similar a la que poseen los carriles propiamente. Debe impedirse cualquier movimiento vertical o lateral de los extremos de los carriles respecto a su contraparte, permitiendo únicamente el movimiento longitudinal libre, consecuencia de la dilatación térmica (razón por la cual el diámetro del agujero del carril debe ser significativamente mayor que el diámetro del tornillo de unión de las bridas).
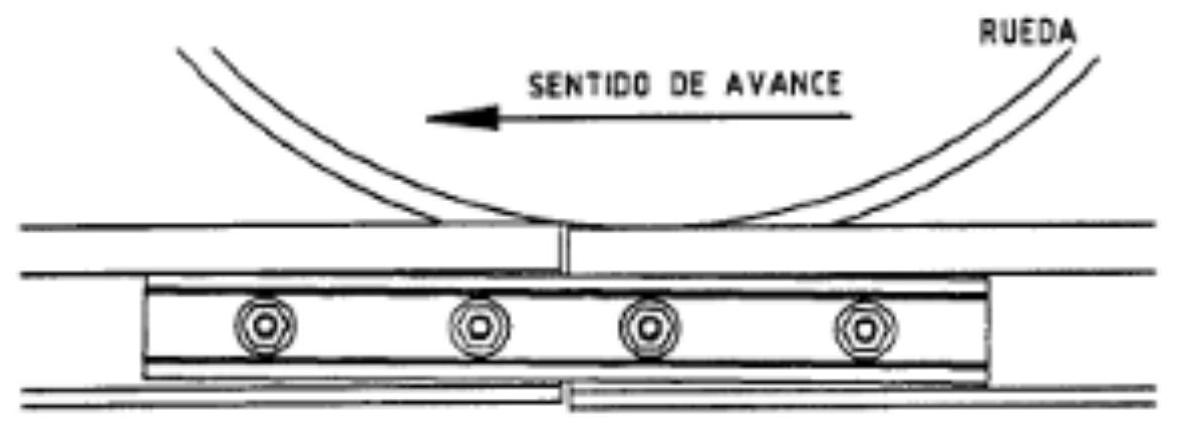
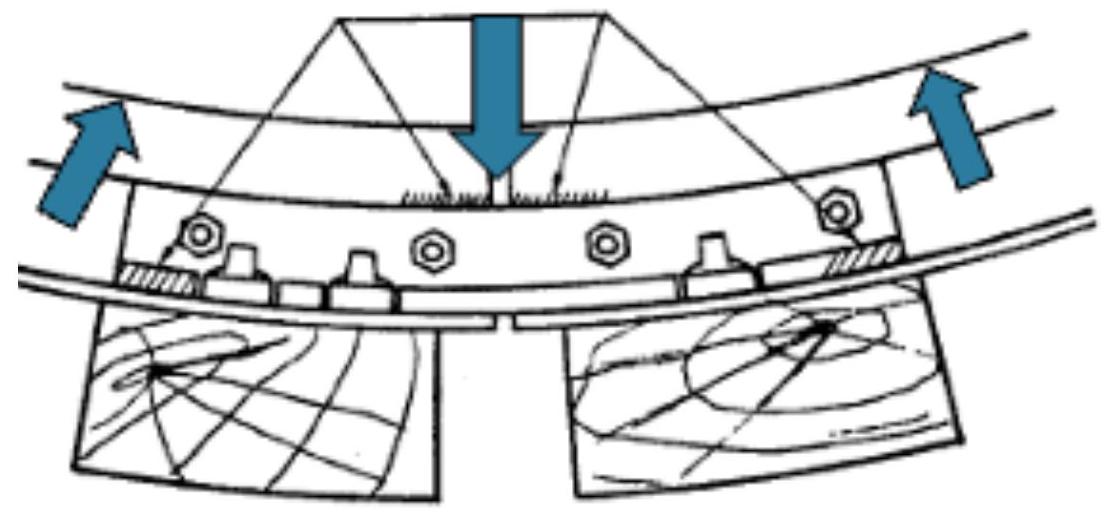
Desde la perspectiva del comportamiento físico, cuando un eje llega a la proximidad inmediata de la junta, el extremo libre del carril tiende a flectarse como si fuera una viga en voladizo, ocasionando un impacto significativo al paso de las ruedas. Los efectos de este fenómeno son múltiples y perjudiciales: aumentan la resistencia a la tracción que experimentan los trenes, facilitando el corrimiento longitudinal de los carriles, provocan el deterioro acelerado del balasto por golpeteo, imponen flexiones y deformaciones en el carril que pueden llegar a ser permanentes, y generan falta de confort en la marcha con consecuencias de fatiga en el material rodante.
Juntas
II.1. Posición
Las juntas pueden clasificarse atendiendo a criterios diversos. Respecto a la posición relativa que ocupan un carril respecto al otro, pueden ser concordantes (o a escuadra) o alternadas. Las juntas concordantes se caracterizan por alineación transversal perfecta entre ambos carriles, lo que resulta en menor ruido de rodadura, aunque presentan problemas significativos en las secciones curvas. Las juntas alternadas, por el contrario, presentan los extremos desfasados lateralmente, generan mayor ruido, pero proporcionan mayor estabilidad geométrica a la vía.


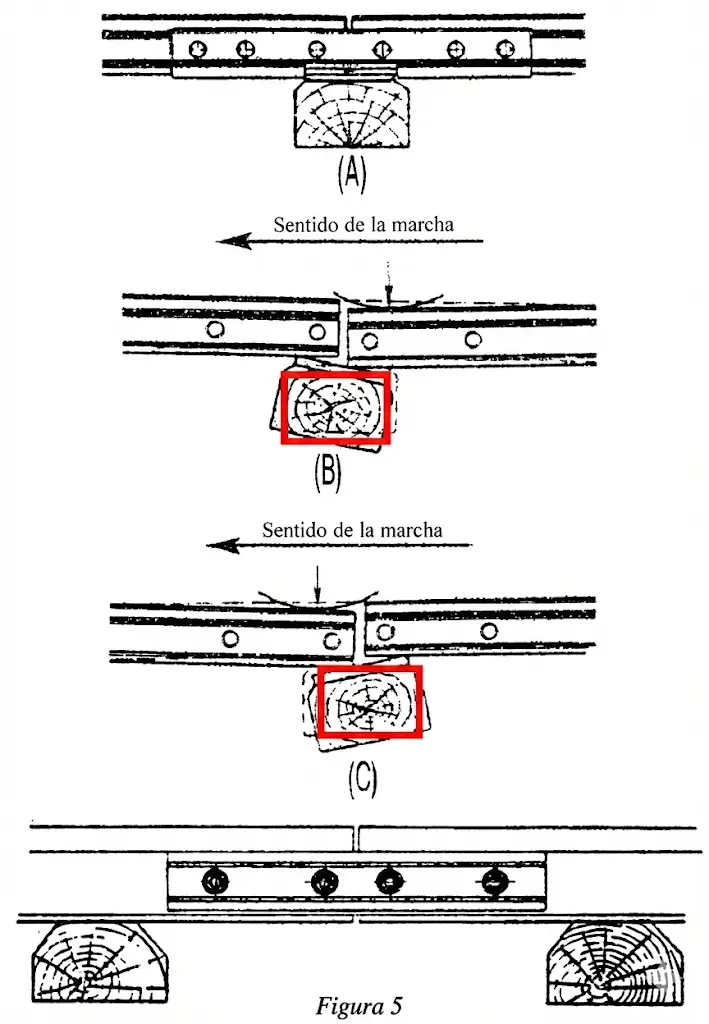
Atendiendo a su posición relativa respecto a las traviesas, las juntas pueden ser apoyadas, suspendidas o semisuspendidas. Las juntas apoyadas, denominadas también uniones sobre traviesa, descansan directamente sobre una traviesa. Los impactos recibidos por flexión del extremo del carril provocan el basculamiento de la traviesa sobre su asiento de apoyo, el balasto se enrarece y desplaza bajo ella, resultando en un apoyo falso que hace la junta potencialmente peligrosa.
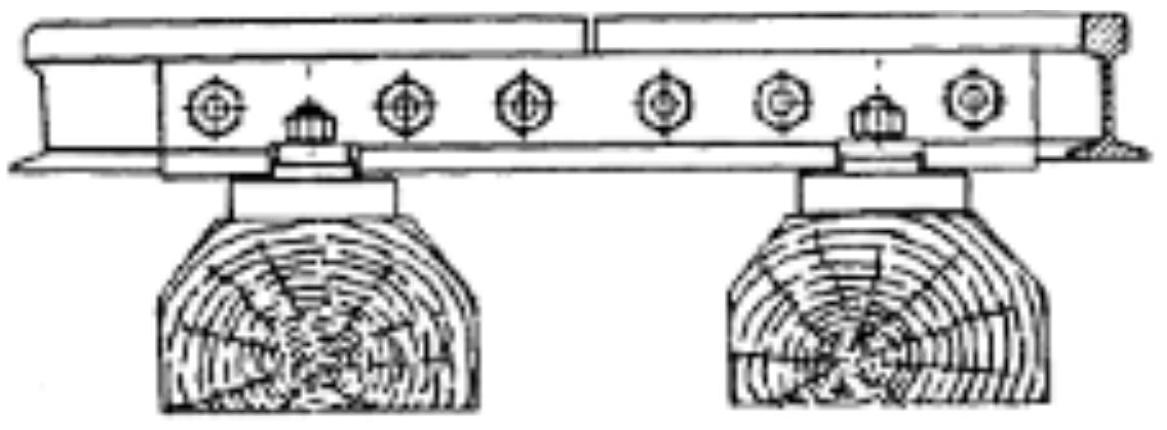
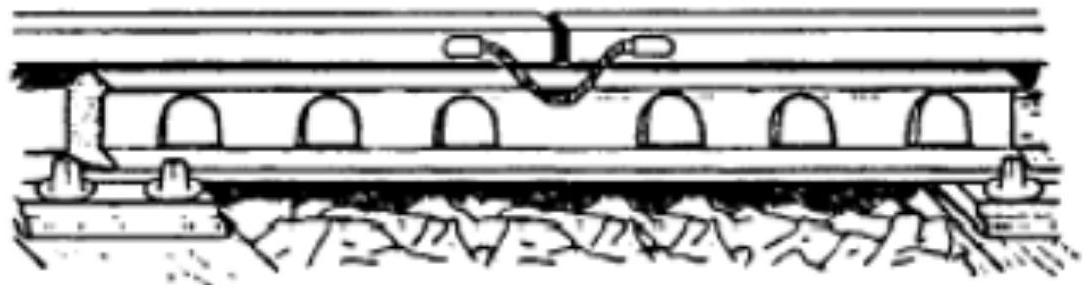
Las juntas suspendidas, también conocidas como juntas al aire, se sitúan entre dos traviesas contiguas. Las traviesas sobre las que descansan los extremos de las bridas se denominan traviesas de junta, y típicamente se colocan más próximas entre sí que las traviesas intermedias convencionales. Este tipo de junta es la preferida por la mayoría de administraciones ferroviarias, incluyendo Adif. Resulta más elástica que la versión apoyada y evita el efecto perjudicial de yunque que caracteriza a la anterior configuración.
Las juntas semisuspendidas constituyen una configuración intermedia donde la longitud de la brida es tal que alcanza las traviesas de junta. Esta disposición fue concebida en un esfuerzo por aumentar la resistencia de las juntas puramente suspendidas. Ciertos tipos específicos de bridas pueden además ser utilizados para prevenir el corrimiento longitudinal de los carriles. Es fundamental mantener la separación apropiada entre las traviesas de junta para permitir los movimientos de bateo de la vía.
Una variante especializada es la junta semiapoyada sobre traviesas yuxtapuestas, donde la junta descansa simultáneamente sobre dos traviesas en lugar de solamente una. Estas dos traviesas se unen mediante pasadores, formando efectivamente una traviesa de mayor anchura. Esta configuración mitiga parcialmente el efecto perjudicial descrito en las juntas apoyadas simples, facilitando simultáneamente el bateo.
II.2. Partes
Estructuralmente, toda junta está compuesta por varios elementos funcionales. Las bridas metálicas constituyen el componente fundamental que proporciona la unión mecánica entre los extremos de dos carriles. Los tornillos especializados aseguran la conexión firme de las bridas a los carriles. Las conexiones de junta, cuando son requeridas, establecen la continuidad eléctrica entre los dos carriles unidos, aspecto crítico para los sistemas de tracción y señalización.
II.3. SECCIÓN
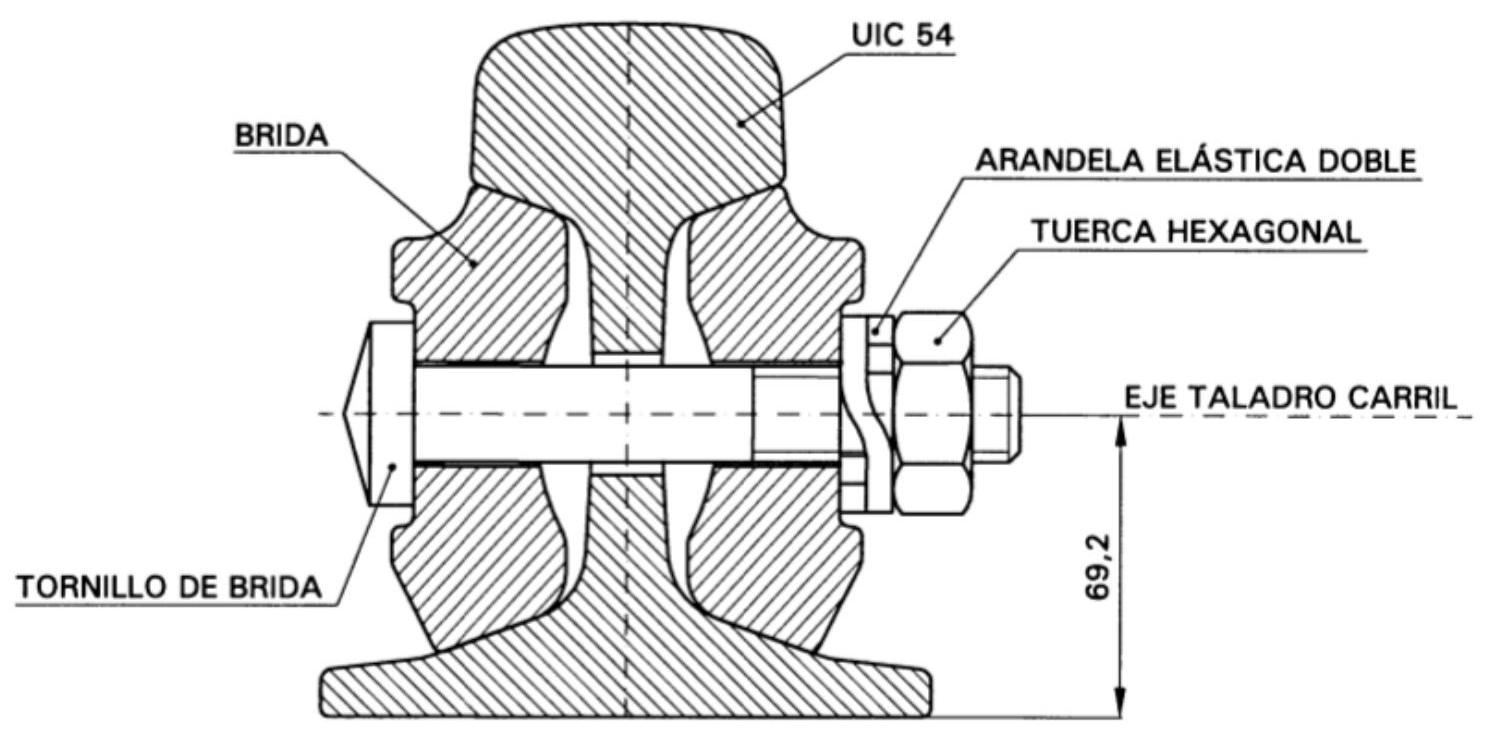
BRIDA
II.4. Bridas
Las bridas metálicas cumplen la función fundamental de unir los extremos de dos carriles consecutivos de forma que sus ejes longitudinales permanezcan coincidentes y la posición de ambos quede completamente inmovilizada tanto en el plano horizontal como en el vertical. Estos elementos soportan esfuerzos muy significativos durante la operación. Cuando un eje llega a la proximidad de la junta, el extremo del carril tiende a flectarse como una viga en voladizo, pero esta flexión es impedida por la presencia de la brida. La brida recibe una carga considerable aplicada aproximadamente en la mitad de su longitud y la transmite hacia los patines de ambos carriles a través de los puntos de contacto en los extremos de la brida.
Para funcionar correctamente, la brida debe estar perfectamente ajustada entre la cabeza y el patín del carril. Considerando que el esfuerzo a transmitir actúa en dirección paralela al eje vertical del carril, es evidente que la cabeza del carril debe presentar en los planos inclinados situados en la parte inferior la menor inclinación posible respecto a la horizontal, al menos desde este punto de vista específico. Sin embargo, existe un efecto contrapuesto: el desgaste progresivo que ocurre en las juntas.
Bajo la acción continua de las flexiones y de los choques que caracterizan el comportamiento de las juntas, se generan movimientos relativos entre el carril y la brida, originando desgaste que afecta principalmente a las zonas de transmisión de los esfuerzos principales.
 En términos generales, la unión de los componentes se asegura mediante tornillos que atraviesan el carril y ambas bridas de forma solidaria. En circunstancias donde no es conveniente perforar el carril (embridado provisional de muy corta duración) o no existe tiempo suficiente (embridado de emergencia), el aseguramiento se realiza mediante piezas especiales en forma de “C” con tornillo de apriete central que, pasando por debajo del carril, abrazan la pareja de bridas desde el lado inferior.
En términos generales, la unión de los componentes se asegura mediante tornillos que atraviesan el carril y ambas bridas de forma solidaria. En circunstancias donde no es conveniente perforar el carril (embridado provisional de muy corta duración) o no existe tiempo suficiente (embridado de emergencia), el aseguramiento se realiza mediante piezas especiales en forma de “C” con tornillo de apriete central que, pasando por debajo del carril, abrazan la pareja de bridas desde el lado inferior.
Los aspectos que constituyen debilidades características en estos elementos pueden sintetizarse en los siguientes puntos críticos: la aparición de fisuras en la brida, frecuentemente iniciadas a partir de los taladros practicados; el desapriete de los tornillos o su deformación bajo carga, alcanzando en casos extremos la rotura completa; la pérdida de aislamiento eléctrico en aquellas bridas que han de cumplir esta función especial en los circuitos de vía.
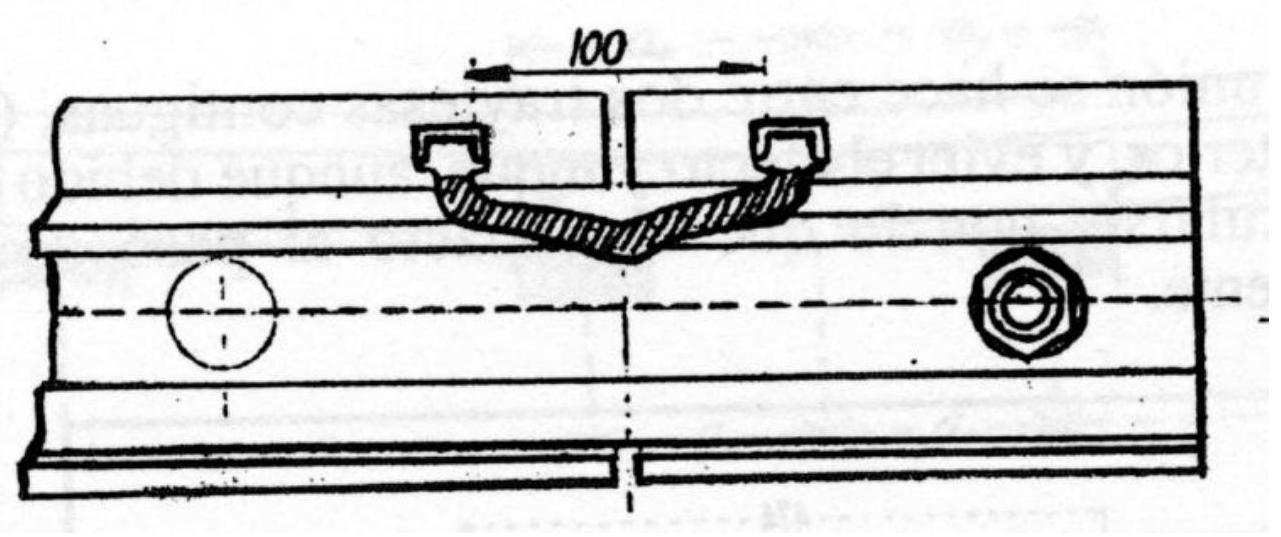
II.5. Continuidad del circuito eléctrico
En sistemas de tracción eléctrica, la continuidad del circuito de retorno de corriente generalmente no se encuentra garantizada en las zonas de juntas, o la calidad de la conexión es insuficiente. Para asegurar una conductividad adecuada, se realiza una conexión eléctrica entre dos carriles consecutivos confeccionada mediante un cable de cobre de sección apropiada cuyos terminales son introducidos en manguitos de acero. Estos manguitos se sueldan al carril en su parte exterior a ambos lados de la junta. Cuando la conductividad es necesaria únicamente para los requerimientos de los circuitos de señalización, la conexión se simplifica usando alambres soldados de menor sección.

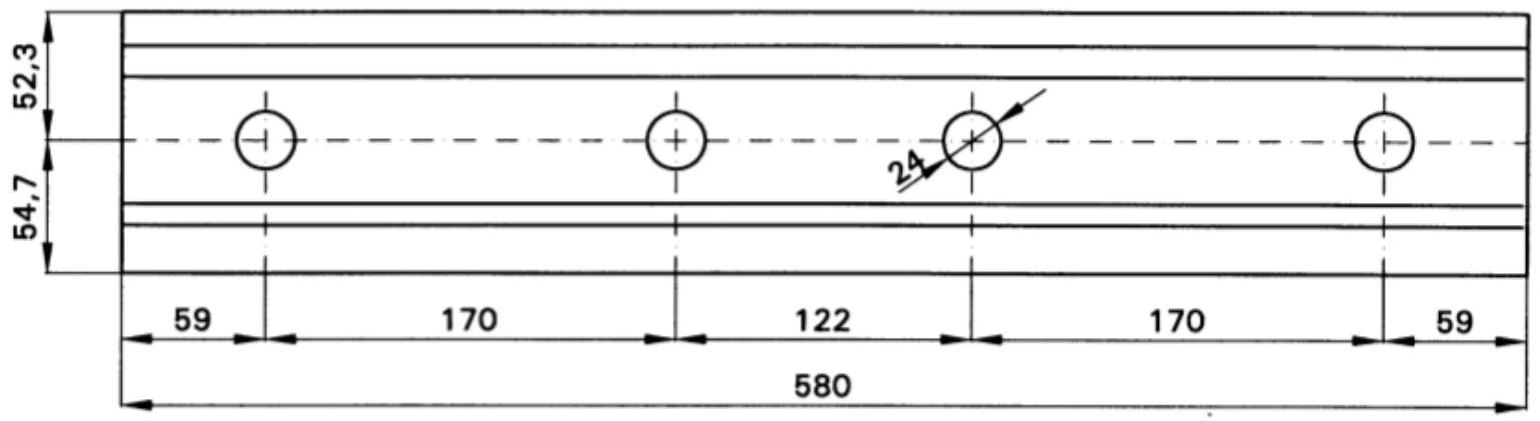
Cuando es necesario lograr aislamiento eléctrico en una sección transversal del carril para permitir que los circuitos de vía utilizados en señalización operen correctamente, se utilizan juntas aislantes de diseño especializado. Estos elementos incorporan múltiples características de aislamiento: forros aislantes dispuestos entre las bridas y el carril en la interfaz brida-carril; una sección transversal del carril compuesta de material aislante que se coloca entre los dos carriles consecutivos para romper la continuidad carril-carril; y cilindros aislantes colocados alrededor de los bulones para prevenir cualquier contacto eléctrico a través de los agujeros practicados en el alma del carril.
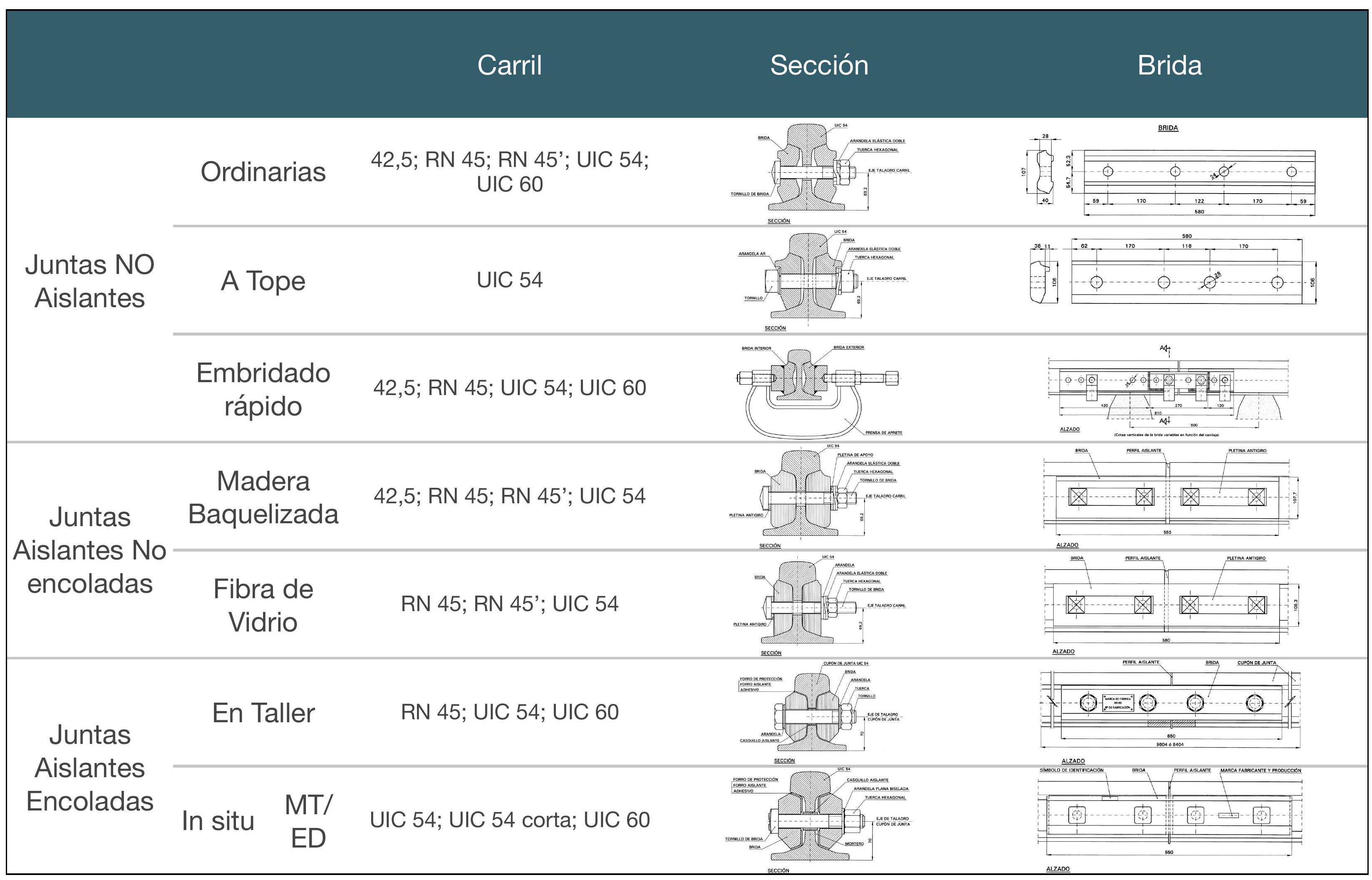
II.6. Clasificación
Las juntas embridadas de carriles pueden clasificarse atendiendo a múltiples criterios, considerando tanto su campo de aplicación como los distintos materiales empleados en la fabricación de sus bridas y componentes. Esta clasificación es esencial para seleccionar el tipo de junta más apropiado para cada contexto operacional específico.
En primer lugar, existen juntas no aislantes, utilizadas para proporcionar continuidad a la vía sin condicionamientos eléctricos. Dentro de esta categoría se encuentran las juntas ordinarias, que son elementos diseñados para unir dos carriles que no requieren aislamiento eléctrico de ningún tipo. Estas juntas constan de bridas metálicas de acero de alta resistencia, tornillos de brida estándar y elementos complementarios de fijación. Sus aplicaciones incluyen vía con juntas tradicionales y embridados provisionales durante las fases transitorias de creación de barras largas soldadas.
Las juntas a tope tienen por finalidad eliminar la cala que surge naturalmente en una junta ordinaria. Para lograr esto, incorporan bridas considerablemente más robustas en las que se ha reducido significativamente la distancia de los taladros respecto al eje central de la brida, así como tornillos de mayor diámetro y resistencia mecánica. Se fabrican específicamente para carril UIC 54 y se aplican tradicionalmente en la unión de los carriles de conexión al corazón en los desvíos tipo B3 y travesías tipo B incorporadas a vías con barra larga soldada.
Las juntas “CE” de embridado rápido son soluciones temporales donde las bridas de acero quedan sujetas mediante una mordaza denominada prensa de apriete, prescindiendo de los tornillos empleados en las juntas ordinarias. Se utilizan cuando no es conveniente taladrar el carril (embridado provisional) o cuando no hay disponibilidad temporal (embridado de emergencia).
Por otro lado, existen juntas aislantes, utilizadas específicamente para conseguir un aislamiento eléctrico longitudinal de los hilos del carril en los circuitos de vía. Se establece una distinción importante entre aquellas que llevan una cola de unión y aquellas que carecen de ella. Las juntas aislantes no encoladas son las empleadas en vía tradicional con juntas y en los desvíos tipo A. En la red española, dependiendo del material con el que estén fabricadas sus bridas, se distinguen las juntas de madera baquelizada y las juntas de fibra de vidrio.
Las juntas aislantes encoladas son utilizadas en vías con barra larga soldada. Atendiendo a su fabricación, se consideran dos variantes: la Junta Aislante Encolada (JAE) en taller, fabricada en las instalaciones especializadas de un taller, que incorpora bridas metálicas de acero, tornillos de brida, elementos complementarios de fijación, elementos de aislamiento y pegado, y dos cupones de carril. Se aplica en los desvíos tipo B, C, V y P y en vía general con barra larga soldada. La segunda variante es la Junta Aislante Encolada (JAE) in situ, que a diferencia de la anterior, se monta en la propia vía durante su construcción, utilizando el carril existente.
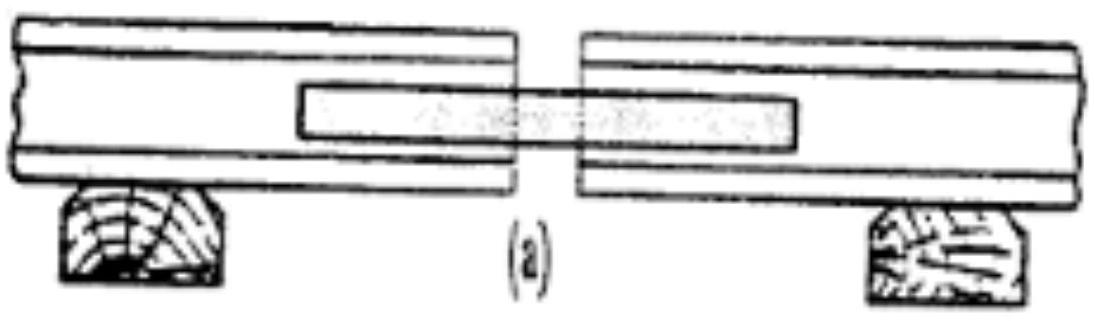
II.7. Ensayo Caminsan
Las juntas aislantes encoladas (JAE) experimentan deterioro progresivo durante el paso de las circulaciones, hasta llegar eventualmente a perder su función fundamental de conseguir el aislamiento eléctrico en la sección transversal. Para evaluar y certificar el comportamiento de estos elementos ante las solicitaciones reales de servicio, se ha establecido un procedimiento de ensayo estandardizado.
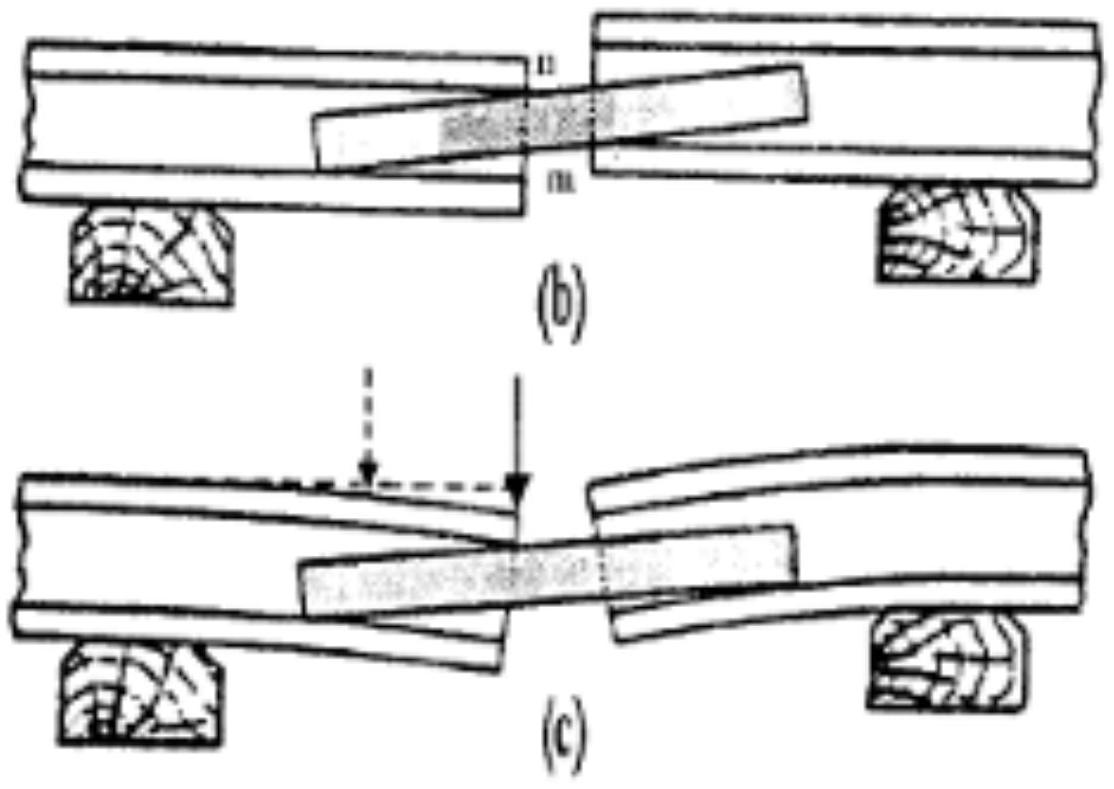
CAMINSAN define las condiciones técnicas de un ensayo de laboratorio con cargas de magnitud y punto de aplicación tales que generan flechas (deformaciones verticales) y momentos flectores del mismo orden de magnitud que los que experimenta la JAE durante su vida operativa en servicio. Se diseñó un dispositivo de prueba según especificaciones normativas. La carga vertical es de 17,64 toneladas (correspondiente a carril UIC-60); la luz entre apoyos es de 64 centímetros; la carga longitudinal aplicada es de ±45 toneladas; el número de ciclos de carga vertical es de 3.000.000 (representando el número de ejes que circulan sobre una JAE durante un período de cinco años de servicio en una línea de primera categoría de la Red Básica de Adif); el número de ciclos de carga longitudinal es de 1.826.
Este riguroso ensayo fue adoptado como ENSAYO DE HOMOLOGACIÓN OFICIAL DE LAS JUNTAS AISLANTES ENCOLADAS por RENFE (ahora Adif), constituyendo un requisito obligatorio para cualquier JAE que vaya a ser instalada en la red española.

Capítulo III La vía sin juntas: Barra Larga Soldada (BLS)
A lo largo del análisis anterior se han identificado y documentado los múltiples inconvenientes asociados a la existencia de juntas en la infraestructura vial, así como los limitados resultados que pueden lograrse en su mitigación a través de mejoras progresivas en el diseño de bridas. La solución radical al problema consiste en su eliminación completa mediante la unión soldada de los carriles individuales. Al soldar entre sí los carriles laminados, cuya longitud está limitada por los procesos industriales de laminación y las restricciones de transporte, se obtiene una vía continua sin juntas, denominada vía con barra larga soldada (BLS), presentando ventajas operacionales y de confort significativamente superiores.

Para que una vía sin juntas opere satisfactoriamente y cumpla con sus funciones de forma segura y duradera, deben cumplirse varios requisitos fundamentales: La longitud de la sección soldada debe ser la mayor posible, minimizando la cantidad de juntas residuales. La vía debe ser lo más pesada posible, utilizando carriles pesados y traviesas de hormigón que proporcionen una masa significativa. La vía debe estar muy bien nivelada y alineada en todas sus direcciones. No deben existir curvas de radio inferior a 450 metros, siendo el mínimo recomendable de 800 metros. El perfil del balasto es crítico: debe ser anguloso y de buena calidad granulométrica. Las sujeciones deben siempre mantener una presión positiva sobre el carril, siendo necesaria una alta resistencia a torsión, lo que implica el uso de sujeciones elásticas de diseño avanzado.
III.1. BLS: Conceptos previos
Históricamente, se asumía que la presencia de cala era una necesidad inevitable en el diseño de juntas. Esta separación debería ser función de las temperaturas extremas que experimentaría el carril durante su vida operativa. Se estableció una cala máxima admisible de 20 milímetros para evitar la magnitud del golpeteo al paso de circulaciones en condiciones de invierno. Simultáneamente, la cala no debería ser excesivamente pequeña, para evitar que se cierre completamente en períodos de tiempo caluroso, lo que produciría esfuerzos longitudinales perjudiciales capaces de deformar la vía.
Bajo la hipótesis teórica de libre dilatación sin restricciones, la variación de longitud que experimenta un carril de longitud inicial \(L_{0}\) viene dada por:
\[\Delta L=L_{0} \cdot \alpha \cdot \Delta T\]donde \(\alpha=10,96 \cdot 10^{-6}\) es el coeficiente de dilatación térmica lineal del acero del carril.
Bajo esta consideración de dilatación completamente libre, la longitud máxima del carril experimentaría en tiempo caluroso (incremento de temperatura \(\Delta T=100^{\circ} \mathrm{C}\)) la siguiente variación:
\[L-L_{0}=L_{0} \cdot(1+\alpha \cdot \Delta T) \rightarrow\left(L-L_{0}\right)=0,02 m \rightarrow L_{0} \cong 18 m\]Esta consideración sugiere que carriles de aproximadamente 18 metros de longitud sería la máxima razonable bajo dilatación libre.
III.2. BLS: Dilatación restringida
Si se aplicara el concepto de libre dilatación a una barra larga soldada de, por ejemplo, 300 metros de longitud, las expansiones teóricas esperadas deberían estar en el orden de 34 centímetros bajo un incremento de temperatura de 100 grados centígrados. Sin embargo, la evidencia experimental demuestra un comportamiento radicalmente diferente al predicho por la teoría de dilatación libre.
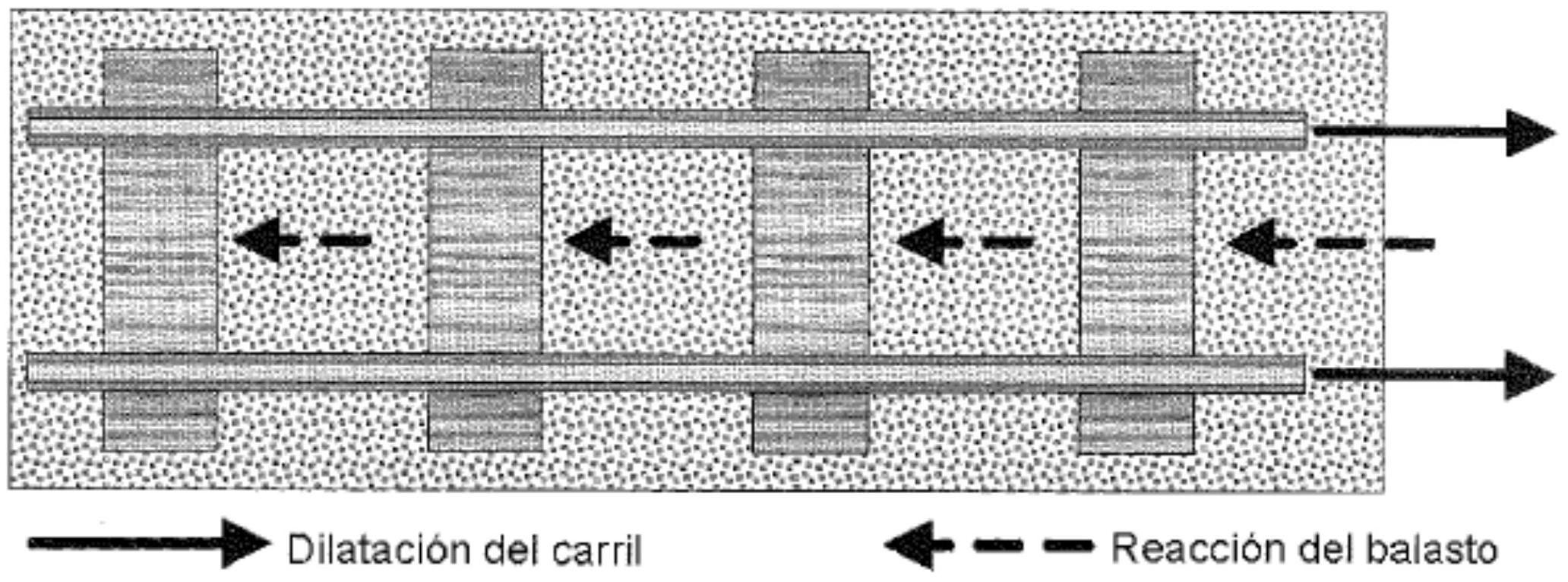
Cuando se observa experimentalmente un carril continuo con extremos libres A y B, marcando puntos de referencia C, D, etc., sobre su superficie y refiriéndolos a piquetes exteriores fijos, se constata un fenómeno notable: los puntos situados en una determinada zona central, entre C y D, prácticamente no experimentan movimiento. Por el contrario, los extremos A y B, así como los puntos P próximos a los extremos del carril, ocupan posiciones más alejadas que en su situación primitiva. Si se denota con x la distancia DP en condiciones iniciales, posteriormente con incremento de temperatura valdrá \(x+\Delta x\), resultando en dilataciones reales mucho menores que las predicciones teóricas.
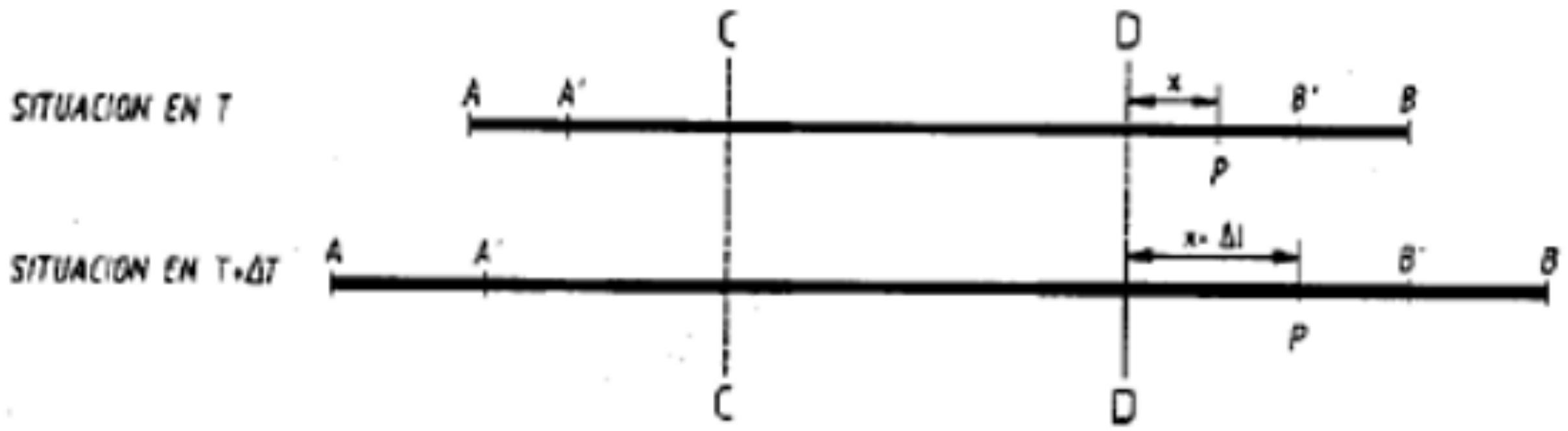
La explicación física de este fenómeno reside en que, de hecho, no existe una dilatación libre sino una dilatación restringida o confinada. La expansión térmica del carril se ve coartada por el rozamiento generado entre el balasto y las traviesas durante el desplazamiento de estas últimas, fenómeno resultante de que ambas están solidariamente unidas al carril mediante las sujeciones.
El valor de esta fuerza de rozamiento resistente (r) varía significativamente en función del tipo de traviesa utilizada:
- Para traviesas de madera: r = 500 kg/m
- Para traviesas de hormigón bibloque: r = 750 kg/m
- Para traviesas de hormigón monobloque con carril pesado: r = 1.000 kg/m
Estas fuerzas de rozamiento constituyen la restricción mecánica fundamental que limita la dilatación del carril en las zonas extremas de la barra larga soldada.
- En la vía sin juntas los carriles están soldados y las variaciones de su longitud quedan totalmente bloqueadas, a excepción de los tramos donde se hayan instalado aparatos de dilatación. En su interior se generan esfuerzos longitudinales que ha de soportar la infraestructura de la vía a través de la sujeción del carril a las traviesas y, por rozamiento, de éstas con el balasto y del balasto con la explanación.
- Como se ha visto, al aumentar la temperatura del carril en \(\triangle \mathrm{T}\) éste tiende a crecer en un \(\Delta \mathrm{L}\). Como la dilatación está restringida totalmente, el esfuerzo longitudinal que el acero ejerce es el mismo, pero de signo contrario, que el requerido para comprimirlo, produciendo la misma deformación \(\Delta L=L_{0} \cdot \alpha \cdot \Delta T\).
- Por la ley de Hooke, la tensión σ necesaria para provocar la deformación \(\triangle \mathrm{L}\) es:
- De aquí se obtiene la expresión que determina la tensión longitudinal σ que produce el carril cuando varía su temperatura en un \(\Delta\) t:
- Asumiendo \(\mathrm{E}=2,07 \cdot 10^{5} \mathrm{MPa}\left(207 \mathrm{kN} / \mathrm{mm}^{2}\right)\) :
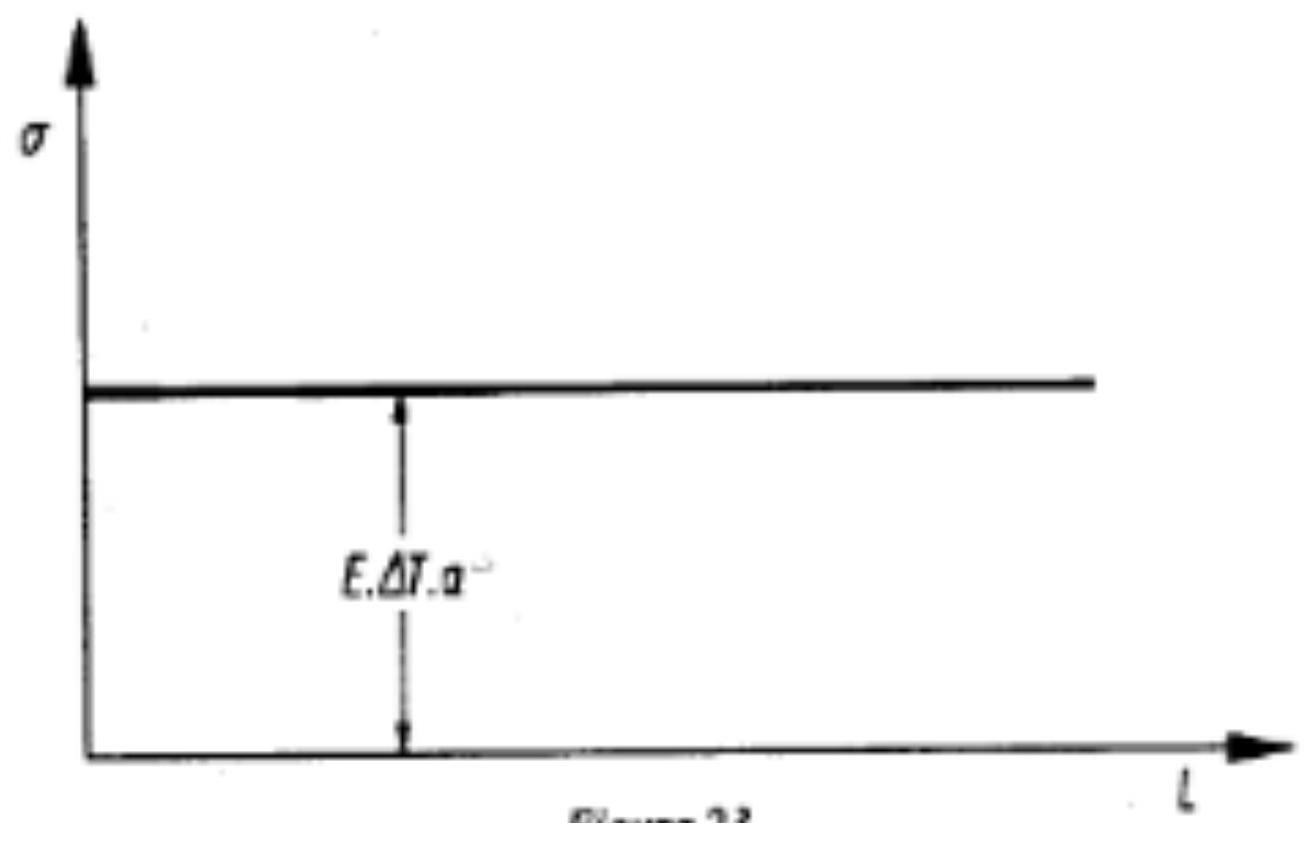
- Valor que, como puede observarse, es independiente de la longitud del carril. El diagrama de tensiones será el mostrado en la figura.
- Asumiendo un incremento de temperatura de \(30^{\circ} \mathrm{C}\) :
- Teniendo en cuenta que la superficie de un carril UIC-60 es de \(7.686 \mathrm{~mm}^{2}\) :
- Que es el esfuerzo con el que el extremo del carril intenta desplazarse o valor con el que hemos bloqueado sus extremos para conseguir dilatación nula, con esta variación de temperatura, y que es evidentemente importante.
Sin embargo, los extremos del carril no están bloqueados, sino que están libres, pero la dilatación de la barra larga soldada está restringida por los rozamientos expuestos. Y como se ha visto anteriormente, el resultado experimentalmente comprobado es que hay dilatación nula en la parte central de la barra y restringida en las zonas AC y DB, en los extremos de la barra:
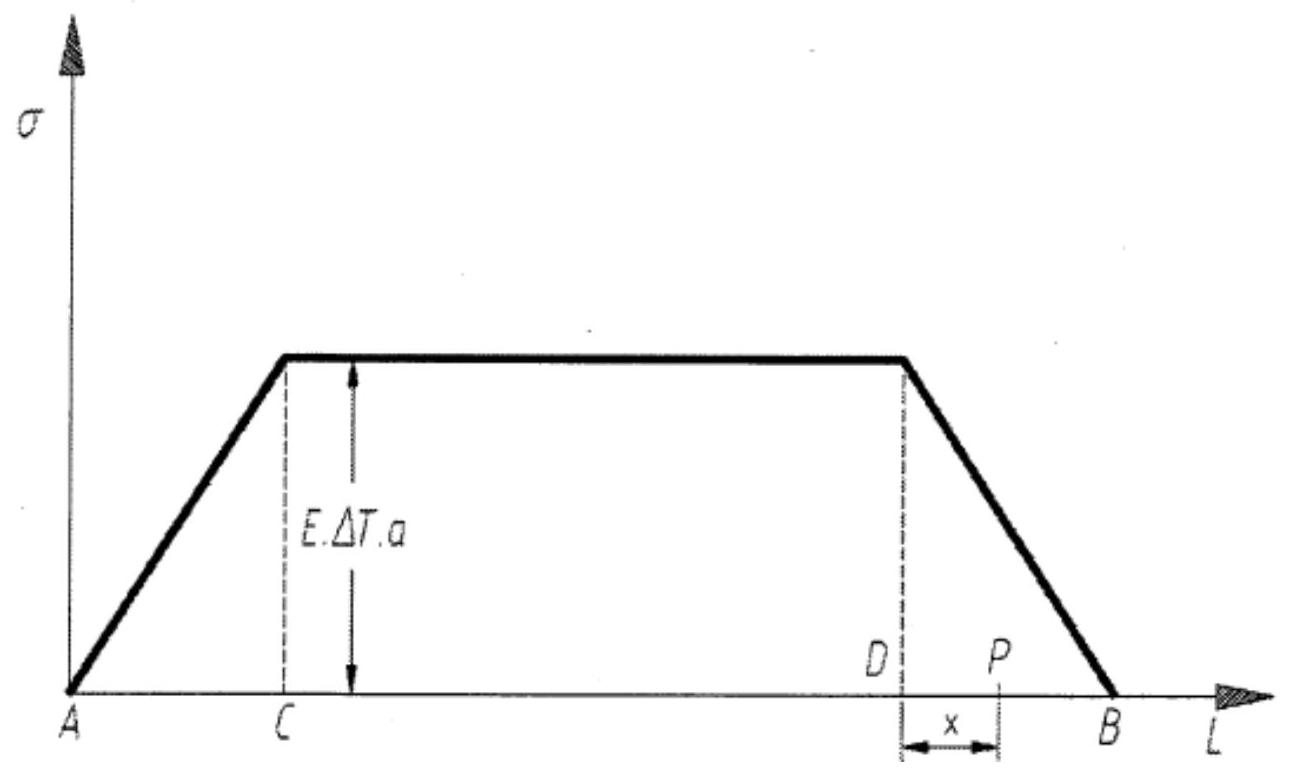
En la parte central CD la tensión permanece constante en: \(\sigma=E \cdot \alpha \cdot \Delta T\)
En los extremos AC y DB, la situación es diferente: el rozamiento disponible no es suficiente para eliminar completamente las dilataciones. Es decir, en las zonas extremas, mientras la fuerza axial F sea superior a la suma de los esfuerzos resistentes que oponen las traviesas afectadas (r), habrá dilataciones que necesariamente estarán restringidas. La extensión longitudinal AC (o DB) se denomina zona de respiración (Z) y representa la región donde se produce la transición entre la zona central sin dilatación y los extremos completamente libres:
LONGITUDES DE ZONAS DE RESPIRACIÓN CON TRAVIESAS DE HORMIGÓN EN VÍAS NEUTRALIZADAS
| \(Z \cdot r=2 \cdot S \cdot \sigma\) | Variación máxima de la temperatura de carril Δt | |||||
|---|---|---|---|---|---|---|
| \(Z \cdot r=2 \cdot S \cdot E \cdot \alpha \cdot \Delta T\) | Carril | Sección | \(1^{\circ} \mathrm{C}\) | \(35^{\circ} \mathrm{C}\) | \(40^{\circ} \mathrm{C}\) | \(45^{\circ} \mathrm{C}\) |
| UIC 60 / 60 El | \(7.686 \mathrm{~mm}^{2}\) | \(3,5 \mathrm{~m}\) | 122 m | 140 m | 157 m | |
| \(Z=2 \cdot S \cdot E \cdot \alpha \cdot \Delta T / r\) | UIC 54 / 54 E1 | \(6.934 \mathrm{~mm}^{2}\) | \(3,15 \mathrm{~m}\) | 110 m | 126 m | 142 m |
| RN 45 | \(5.705 \mathrm{~mm}^{2}\) | \(2,6 \mathrm{~m}\) | 91 m | 104 m | 117 m |
III.3. BLS: Aparatos de dilatación
Para comprender el comportamiento de los extremos de la barra larga soldada, es necesario analizar el diagrama de tensiones/deformaciones. Consideremos el cálculo del desplazamiento que experimenta cualquier punto P perteneciente a la zona de respiración Z. Si asumimos una disminución lineal en las tensiones a lo largo de esta zona:
\[\sigma(x)=\sigma \cdot\left(1-\frac{x}{Z}\right) \rightarrow E \cdot \alpha \cdot \Delta T \cdot\left(1-\frac{x}{Z}\right)\]La tensión liberada en cualquier posición x será por lo tanto:
\[\sigma_{lib}=\sigma-\sigma(x) \rightarrow E \cdot \alpha \cdot \Delta T-E \cdot \alpha \cdot \Delta T \cdot\left(1-\frac{x}{Z}\right) \rightarrow E \cdot \alpha \cdot \Delta T \cdot \frac{x}{Z}\]Por consiguiente, la deformación incremental será:
\[\begin{aligned} \sigma_{lib} & =E \cdot \Delta L / L \rightarrow E \cdot d l / d x \rightarrow E \cdot \alpha \cdot \Delta T \cdot \frac{x}{Z}=E \cdot d l / d x \\ d l & =\alpha \cdot \Delta T \cdot \frac{x}{Z} d x \rightarrow l=\int_{0}^{x} \alpha \cdot \Delta T \cdot \frac{x}{Z} d x \rightarrow l=\alpha \cdot \Delta T \cdot \frac{x^{2}}{2 \cdot Z} \end{aligned}\]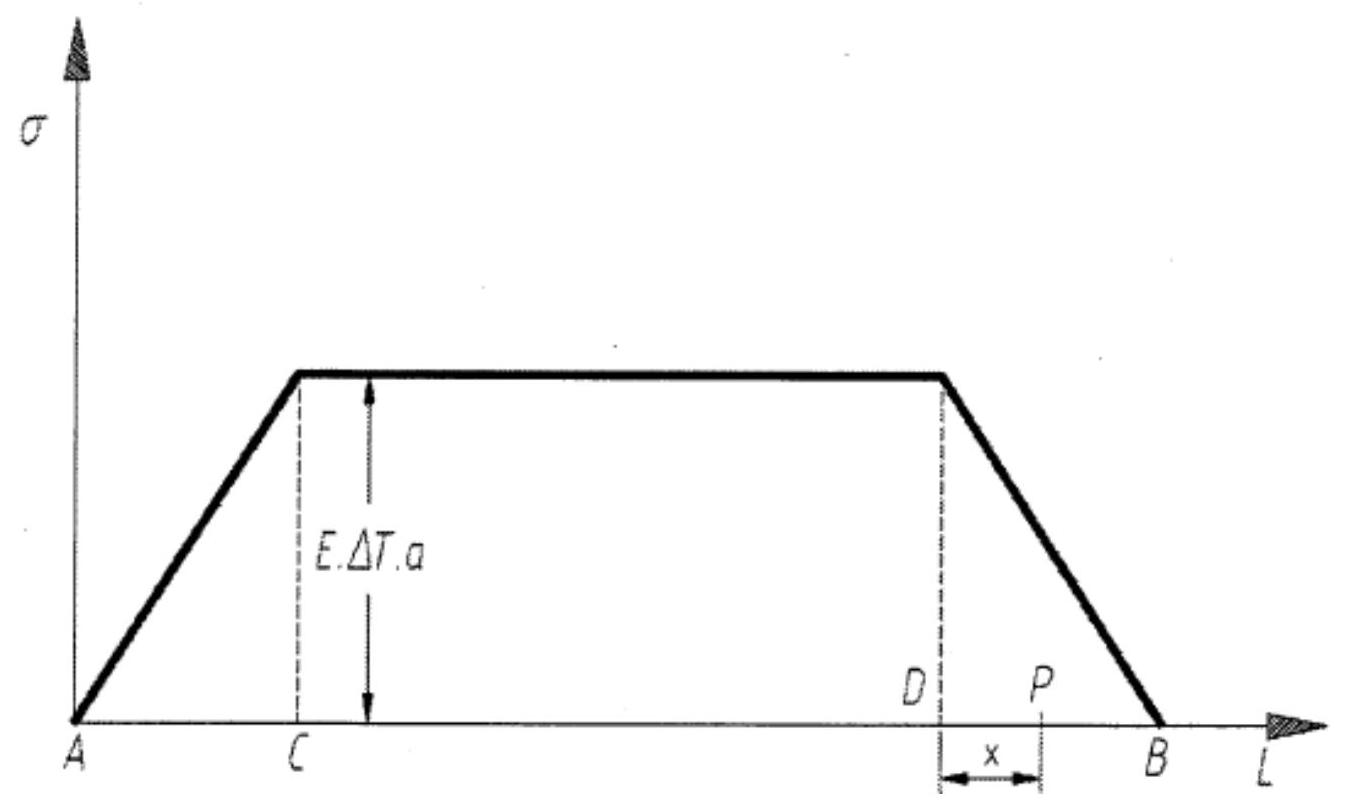
Para el punto final de la zona de respiración donde \(x=Z\) en un carril UIC-60:
\[\Delta l=\alpha \cdot \Delta T \cdot \frac{Z}{2} \rightarrow \alpha \cdot \Delta T \cdot \frac{3,5 \cdot \Delta T}{2} \rightarrow \alpha \cdot \frac{3,5 \cdot \Delta T^{2}}{2} \quad \begin{aligned} & \Delta T=30^{\circ} \rightarrow \Delta l=17,26 \mathrm{~mm} \\ & \Delta T=60^{\circ} \rightarrow \Delta l=69,05 \mathrm{~mm} \end{aligned}\]El extremo final de la barra larga soldada se encuentra sin tensión longitudinal residual. Por esta razón, se instalan en esos puntos críticos dispositivos especializados denominados aparatos de dilatación que permiten que el carril se dilate libremente sin generar esfuerzos internos excesivos. Como puede observarse, los valores de dilatación calculados son relativamente pequeños. Estas magnitudes de desplazamiento son las que debe absorber el aparato de dilatación correspondiente. El dispositivo empleado tradicionalmente en España es el mostrado en la figura, capaz de absorber dilataciones de hasta 180 milímetros.
La conexión de una sección de vía sin juntas con otra sección que utiliza barras cortas o con un desvío que no puede ser soldado debe realizarse intercalando un aparato de dilatación (AD) entre ambas. No es necesario instalar este dispositivo si la conexión se realiza entre dos secciones de vía sin juntas (BLS) que operan bajo las mismas condiciones de neutralización.

III.4. BLS: Neutralización de tensiones
Cuando la barra larga soldada está instalada en servicio en la vía, el carril continuo experimenta variaciones cíclicas de temperatura tanto estacional como diaria, generando en su interior tensiones longitudinales de gran magnitud. Estas tensiones pueden ser de tracción o de compresión, y si su magnitud supera ciertos límites admisibles, pueden llegar a romper el carril o provocar su deformación lateral permanente mediante fenómenos de pandeo y desalineamiento.
Para reducir los valores extremos de estas tensiones térmicas y evitar estados tensionales perjudiciales, el carril debe instalarse de tal modo que a una temperatura intermedia específica, determinada para cada zona geográfica y denominada temperatura de neutralización, la tensión longitudinal longitudinal se anule completamente. La neutralización es el proceso operacional de instalación del carril precisamente en estas condiciones óptimas.

Tensor de carriles TR75 Pandrol
Durante el proceso de neutralización de tensiones, además de anular la tensión global, se homogeneiza su distribución a lo largo del carril, eliminando concentraciones locales perjudiciales.
Temperatura de Libre Esfuerzo
Se define como la temperatura intermedia a la cual la tensión longitudinal del carril se anula completamente, denominada temperatura de libre esfuerzo \((t_e)\). Un aspecto crucial de este parámetro es que su valor es totalmente independiente de la temperatura ambiental actual que tiene el carril.
La temperatura de libre esfuerzo de un segmento específico de carril viene determinada por su longitud exacta, siendo la dimensión que alcanzaría si estuviera mecánicamente libre y a esa temperatura determinada. Por esta razón, cuando se estira un carril (por ejemplo mediante gatos hidráulicos), se aumenta el valor de este parámetro, ya que su mayor tamaño físico puede conseguirse, estando el carril sin tensión longitudinal, únicamente con un incremento adicional de su temperatura.
Temperatura de Neutralización
Para una zona geográfica cualquiera, la temperatura de neutralización es definida como la media aritmética de los valores extremos (máximos y mínimos) de las temperaturas del carril registradas durante años, incrementada en un adicional de 5°C. Esta magnitud se obtiene experimentalmente mediante la medición continua de la temperatura de un cupón de carril a lo largo de múltiples años en una ubicación geográfica específica, o bien, mediante cálculo basado en las temperaturas extremas ambientales conocidas. Utilizando el máximo registrado en veranos y el mínimo en inviernos, se calcula su valor mediante:
\[t_{n}=\frac{t_{oMax}+t_{oMin}}{2}+5^{\circ} \mathrm{C}\]En la Red Ferroviaria Española, las temperaturas de neutralización actualmente empleadas se encuentran comprendidas entre 25°C y 38°C, variando según la latitud y condiciones climáticas locales.
Para que los esfuerzos longitudinales generados térmicamente en los carriles de una vía sin juntas no alcancen magnitudes excesivas que causen daños a la infraestructura, los carriles han de fijarse de tal modo que su temperatura de libre esfuerzo sea igual, o muy próxima, a la temperatura de neutralización establecida para esa zona específica. Obsérvese que la temperatura de neutralización depende exclusivamente de las condiciones climáticas locales de la zona y nunca de las condiciones actuales de instalación del carril. Por el contrario, la temperatura de libre esfuerzo depende totalmente del estado presente de instalación del carril siendo completamente independiente de las condiciones climáticas de la zona. La diferencia entre estos dos parámetros constituye un indicador cuantitativo del estado tensional del carril, siendo más elevado cuanto mayor sea su valor numérico.
La temperatura de neutralización es un parámetro que no solamente varía de una región a otra, sino también de un punto a otro dentro de la misma región relativamente próxima. Por esta razón, debe ser considerado como un parámetro específico a nivel local. Esta variabilidad se debe a que la orografía del terreno también influye significativamente en su magnitud.
Neutralizar un carril consiste en fijarlo con una longitud igual a la que tendría si su temperatura fuese exactamente la de neutralización, y simultáneamente, distribuyendo sus tensiones longitudinales de manera homogénea a lo largo de su extensión.
Consideraciones Previas a la Neutralización
Antes de realizar las operaciones de neutralización, deben ejecutarse varias acciones preparatorias: En una primera fase se instalan las barras elementales fijándolas a las traviesas mediante sujeciones y embridándolas unas con otras. En este momento puede restablecerse la circulación de trenes. La siguiente etapa consiste en ajustar cuidadosamente los pares de apriete de las sujeciones y realizar todas las soldaduras de las barras elementales con excepción de las calas centrales, que se dejan reservadas específicamente para las operaciones de neutralización posteriores.
Si las traviesas aún no estuviesen completamente estabilizadas (por haber sido colocadas o movidas previamente, o por sustitución reciente del balasto), es necesario esperar que circulen aproximadamente 100.000 toneladas de tráfico para permitir el asentamiento y la consolidación de la estructura antes de proceder a la neutralización de tensiones. Después de alcanzar este umbral, la operación podrá ser realizada.
Consideraciones Operacionales Importantes
- Al momento de instalar la vía, es conveniente, para facilitar posteriormente la neutralización, hacerlo con la temperatura de fijación por debajo o igual a la temperatura de neutralización proyectada.
- Se neutralizará la vía únicamente cuando esté suficientemente estabilizada. Una vía se considera estabilizada cuando sus elementos constitutivos obtienen la máxima resistencia posible a los esfuerzos exteriores que tienden a deformarla.
- Los pasos a nivel y los puentes sin aparato de dilatación no deben quedar situados en la zona de respiración de la barra larga soldada.
Técnicas y Procedimientos de Neutralización
La neutralización de tensiones en el carril instalado en la vía se realiza trabajando sobre dos semibarras separadas por una cala central de dimensión apropiada, teniendo sus extremos constituidos por puntos fijos previamente establecidos. Las dos semibarras se soldarán entre sí cuando su longitud sea exactamente la que tendrían a la temperatura de neutralización, longitud que se logra mediante distintas técnicas especializadas:
Método por Tracción de la Barra Larga Provisional: Se estira el carril mediante gatos hidráulicos de alta capacidad para alcanzar la longitud exacta deseada. La principal ventaja es que puede ejecutarse a cualquier temperatura del carril siempre que sea inferior a la de neutralización. El inconveniente principal es que presenta dificultades significativas de ejecución en las secciones curvas de radio reducido.
Método por Calentamiento Solar de los Carriles: Aprovecha el calentamiento natural que experimenta el carril por radiación solar. Se debe esperar pacientemente a que su temperatura se aproxime suficientemente a la de neutralización, ya sea aumentando durante el día o reduciéndose según las variaciones climáticas. Las ventajas incluyen que no se necesitan aparatos especiales y puede realizarse incluso en curvas de radio reducido. Los inconvenientes son que la medición directa de la temperatura del carril es poco precisa durante el calentamiento, especialmente en mañanas soleadas con nubes variables, y se requiere conocimiento de la evolución térmica prevista para elegir el momento idóneo de la operación, pudiendo significar importantes pérdidas de tiempo en espera de las condiciones térmicas adecuadas.
El proceso completo de neutralización del carril consta de múltiples operaciones, siendo la mayoría de ellas comunes a ambas técnicas principales. La diferencia fundamental entre las técnicas reside en el modo específico de lograr la deformación necesaria del carril para que adquiera la longitud correcta. Las etapas operacionales que ambas técnicas requieren son:
- Elección de la longitud a liberar
- Constitución de los puntos fijos de referencia
- Medición precisa de la temperatura de carril
- Liberación y homogeneización de las tensiones
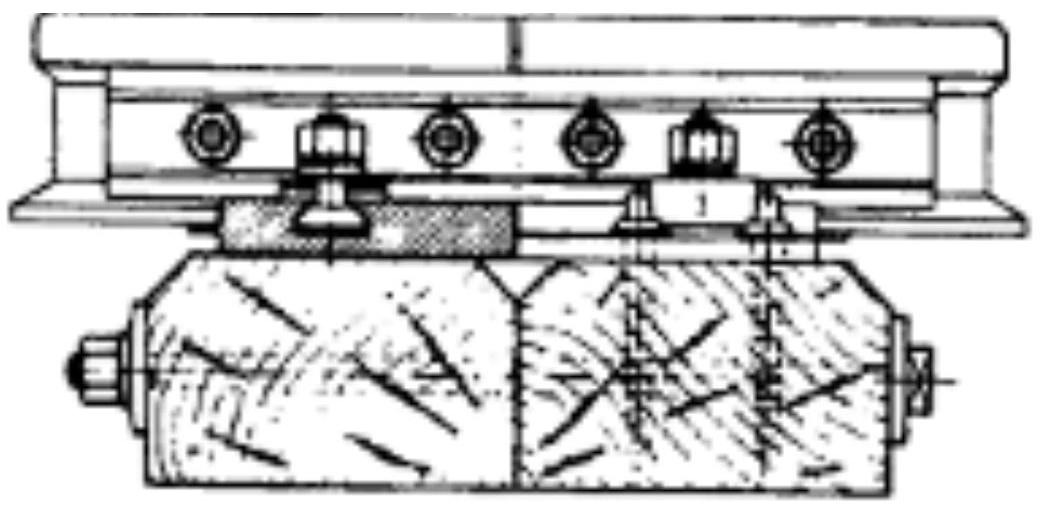
- Corte del carril, aflojado controlado de sujeciones, maceado con carril sobre rodillos
- Marcado de carril y traviesas (en método de tracción únicamente)
- Dimensionado exacto de la cala central
- Tensado del carril (en método de tracción)
- Apriete controlado de la sujeción
- Soldeo de las dos semibarras
- Finalmente, se anotarán todos los datos de la operación realizada para constituir el Acta oficial de Neutralización
III.5. CONSTITUCIÓN DE LOS PUNTOS FIJOS
La constitución de puntos fijos es una operación fundamental para la realización ordenada del proceso de neutralización. Los puntos fijos sirven como referencias geométricas invariables que garantizan que las operaciones de tracción o calentamiento se aplican con precisión, sin desestabilizar secciones de vía adyacentes.

En el esquema anterior se identifican:
- PFO: Punto fijo del tramo precedente
- PF1 y PF2: Puntos fijos del tramo que será neutralizado
- PF3: Punto fijo del tramo siguiente a neutralizar
El número de traviesas afectadas por la constitución de puntos fijos varía según el método empleado:
| NEUTRALIZACIÓN | \(\mathrm{N}^{\circ}\) DE TRAVIESAS | |
|---|---|---|
| N1 | N2 | |
| POR TENSORES | 20 | 60 |
| POR CALENTAMIENTO SOLAR | 10 | 30 |
III.6. TENSADO: MARCAS DE COMPROBACIÓN
Durante la operación de tensado mediante tracción, es esencial contar con marcas de comprobación que permitan verificar el desplazamiento real del carril y confirmar que se ha alcanzado la longitud exacta requerida.

BLS: Neutralización de tensiones
III.7. Soldadura de carriles
Terminología y Definiciones
Se denomina barra elemental a los carriles obtenidos directamente del proceso de laminación industrial. Una longitud típica estándar de las barras elementales es de 18 metros, limitación impuesta por las capacidades de los trenes de laminación y las exigencias de transporte.
Se denominan barras de taller aquellas obtenidas mediante soldadura realizada en taller especializado o en parques de almacenamiento, donde se unen varias barras elementales para ser posteriormente transportadas al sitio de colocación definitiva en la obra. Históricamente, la red española (RENFE) solía adoptar barras de taller de 288 metros de longitud (correspondiendo a 16 × 18 metros). En principio, la longitud de estas barras de taller debería ser la más grande posible desde el punto de vista económico y operacional, pero esta dimensión viene limitada prácticamente por las restricciones del transporte ferroviario y de carretera disponible.
La unión de varias barras de taller, realizada in situ después de que han sido colocadas en su posición definitiva en obra, constituye finalmente la barra larga soldada, que es la infraestructura de vía sin juntas que entra en servicio.
Procedimientos de Soldadura
Existen varios procedimientos alternativos de soldadura disponibles en la tecnología ferroviaria. La práctica industrial habitual es utilizar la soldadura eléctrica a tope en las instalaciones de taller, donde se cuenta con equipamiento robusto y condiciones controladas. Por el contrario, en la obra (en campo), el procedimiento preferentemente utilizado es la soldadura aluminotérmica, que ofrece ventajas operacionales significativas en condiciones de campo.
- Se denomina barra elemental a los carriles obtenidos directamente por laminación, 18 m es una longitud usual de los mismos.
- Barras de taller son las obtenidas por soldadura en taller o en parque, de varias barras elementales para ser luego transportadas al sitio de colocación de la obra, RENFE solía adoptar \(288 \mathrm{~m}(16 \times 18)\). En principio la longitud de estas barras de taller debiera ser lo más grande posible, pero viene limitada por el transporte.
- La unión de varias barras de taller, in situ, después de colocadas en obra, constituye la barra larga soldada.
- Existen varios procedimientos de soldadura; usualmente en taller se utiliza el procedimiento denominado soldadura eléctrica a tope y en la obra la soldadura aluminotérmica.
III.7.1. - Soldadura aluminotérmica:
La soldadura aluminotérmica es un proceso de oxidación altamente exotérmico basado en la reacción química entre el aluminio metálico y el óxido ferroso (trióxido de hierro), que produce hierro en estado líquido enriquecido con aleantes especiales que mejoran sus propiedades mecánicas. Los extremos de los carriles se fusionan completamente y se combinan íntimamente con el material de aporte proveniente de la reacción exotérmica, creando una unión monolítica.
Características Principales:
- Proceso relativamente fácil de ejecutar en comparación con otras técnicas
- Costo operacional moderado en comparación con equipamiento especializado
- Aporte de material: el metal de aporte generado de la reacción no posee exactamente las mismas características metalúrgicas que el acero de los carriles, pudiendo requerir tratamiento posterior
- Proceso esencialmente manual, requiere aproximadamente 20 minutos por soldadura, permitiendo un ritmo de 2-3 soldaduras por hora
- Genera tensiones internas residuales debido al diferente enfriamiento entre el alma del carril y la cabeza/patín, requiriendo tratamiento térmico post-soldadura
Proceso de Ejecución:
- Alinear cuidadosamente los dos carriles a soldar
- Colocar los moldes de contención alrededor de los extremos a soldar
- Precalentar ligeramente los extremos de los carriles
- Rellenar el crisol con los reactivos (polvo de aluminio e óxido de hierro)
- Iniciar la reacción exotérmica controladamente
- Destapar la parte inferior del crisol para eliminar el acero decantado y material sobrante (aproximadamente 10 segundos después de finalizada la reacción)
- Enfriar la soldadura de manera controlada durante tres minutos
- Quitar moldes y desbarbar los excesos
- Esmeriladora: pulido final con esmeriladora de motor para obtener la geometría correcta
III.7.2. - Soldadura eléctrica:
La soldadura eléctrica a tope por resistencia constituye un proceso totalmente diferente basado en el calentamiento Joule y la deformación plástica controlada. Se realiza tanto de forma estacionaria en talleres especializados como mediante maquinaria móvil de soldadura en campo. El mecanismo es único: es el propio material de los carriles el que se calienta y se suelda mediante el paso de corriente eléctrica de alta intensidad a través de la zona de contacto. Por esta razón, la soldadura resultante está compuesta íntegramente por el acero del carril original, sin aportación de material externo.
Características Principales:
- No hay aportación externa de material (soldadura autógena con el acero del carril)
- Control totalmente automatizado mediante sistemas computarizados
- Velocidad operacional superior: permite 6-10 soldaduras por hora
- Se produce una pérdida de aproximadamente 4 centímetros de material de carril por soldadura (rebabas)
- Requiere maquinaria especializada y específica para realizarla en la propia obra
- Costo de inversión inicial muy elevado, aunque operacionalmente eficiente a gran escala
- Calidad metalúrgica superior con menos tensiones residuales que la soldadura aluminotérmica
Proceso de Ejecución:
- Acercar progresivamente los dos carriles hasta el contacto
- Alinear y nivelar perfectamente los extremos
- Aplicar corriente eléctrica de alta intensidad (aproximadamente 35.000 amperios a 5 voltios)
- Permitir el acercamiento progresivo controlado conforme se produce la fusión
- Aplicar fuerza de recalque (forging) cuando se alcanza la temperatura de plasticidad
- Desbarbado basto con cortafríos especiales
- Esmerilado fino para obtener la geometría correcta
Análisis de Defectos en Soldaduras:
La experiencia operacional ha documentado diversos tipos de defectos que pueden aparecer en las soldaduras de carriles, requiriendo análisis y reparación:
Entre los defectos documentados encontramos:
- Roturas provocadas por Soldadura aluminotérmica (inferior resistencia residual)
- Roturas por Soldadura a tope por resistencia (defectos de alineación o parámetros incorrectos)
- Corrosión (insuficiente protección o ambiente especialmente agresivo)
- Squats (defectos de contacto carril-rueda que se propagan hacia el interior)
- “Shelling” (desprendimiento de capas superficiales)
- Head Checks (fisuras superficiales en la cabeza del carril)
- Fatiga de materiales (roturas progresivas bajo cargas cíclicas)
- Defectos en materiales (defectos metalúrgicos intrínsecos)
- Defectos en curvas (concentración de esfuerzos en geometría curva)
- Errores en finales de carriles (defectos en los extremos de barras elementales)
- Otros (defectos miscéláneos no clasificados)
Preguntas de repaso
¿Cuáles son las funciones principales de los sistemas de sujeción?
Mantener unidos el carril y la traviesa, absorber cargas dinámicas, preservar la geometría/ancho de vía, evitar el vuelco del carril y proporcionar aislamiento eléctrico.
¿Qué diferencia principal de mantenimiento existe entre las sujeciones elásticas de grapa (como RN) y las de clip (como PANDROL)?
Las sujeciones de clip (PANDROL) no tienen elementos roscados y apenas requieren mantenimiento (aprietes), mientras que las de grapa (RN) necesitan reaprietes periódicos de las tuercas.
¿Qué es la temperatura de neutralización en una Barra Larga Soldada (BLS)?
Es la temperatura intermedia (media de extremas + 5°C) a la cual se fija el carril para que su tensión longitudinal sea nula, minimizando riesgos de pandeo o rotura por variaciones térmicas.
¿Cuál es la función de los aparatos de dilatación en una vía sin juntas (BLS)?
Permitir la libre expansión de los extremos de la barra larga (zona de respiración) sin generar esfuerzos internos excesivos, absorbiendo los desplazamientos térmicos.
¿Qué ventajas ofrece la soldadura eléctrica a tope frente a la aluminotérmica?
La soldadura eléctrica es autógena (sin material de aporte extraño), tiene calidad metalúrgica superior, es automatizada y más rápida, aunque requiere maquinaria pesada.
Bibliografía
- Díaz de Villegas, J.M. (2003) Ferrocarriles. Apuntes de clase. E.T.S. Ing. Caminos, Canales y Puertos Santander.
- García Álvarez, A. (2022) Manual de ferrocarriles. El sistema ferroviario español. Ed. Garceta.
- Lichtberger, B. (2011) Manual de vía. Infraestructura, superestructura, conservación, rentabilidad. Eurail Press.
- Villaronte Fernández-Villa, J.A. (2009) Ingeniería y Tecnología Ferroviaria - Tecnología de la vía. Delta Publicaciones.
- Adif: normativa técnica: http://descargas.adif.es/ade/u18/GCN/ NormativaTecnica.nsf