Conservation and Management of Railway Infrastructures
Table of Contents
Chapter I. Introduction
Currently, railway infrastructures face increasingly demanding requirements derived from multiple operational and commercial factors. These pressures manifest in various aspects of the railway system:
- Continuous increase in circulation speeds on modern lines.
- Increase in loads transmitted per axle to the infrastructure.
- Intensification of circulation frequency in critical sections.
- Improved requirements in terms of comfort for transport users.
- Greater emphasis on operational safety and service regularity.
Faced with these demands, railway transport management entities have implemented innovative strategies focused on the comprehensive improvement of facilities. These actions include advances in the conceptual design of infrastructures and the optimization of structural components to increase their load-bearing capacity and extend their operational useful life. Among the most significant measures are comprehensive track renewal programs and the systematic replacement of deteriorated ballast materials.
Maintenance constitutes a fundamental pillar to preserve the operational quality of railway systems throughout their life cycle. Maintenance actions encompass all those operations aimed at conservation, repair, replacement, and technological modernization of infrastructure components, allowing them to maintain optimal functioning and required safety, in compliance with standards established in the Railway Sector regulations.
This strategic maintenance management process defines the necessary procedures to execute both preventive and corrective interventions in all infrastructure categories, covering both High-Speed networks and conventional transport lines. Effective implementation of the program includes detailed planning, controlled execution, and continuous monitoring of all preventive activities, complemented by agile management of corrective actions arising during network operation.
The maintenance process can be classified according to multiple criteria that contemplate different dimensions of operational management:
CLASSIFICATIONS
ACCORDING TO STRATEGY
- Run to failure: reactive model that intervenes when a breakdown occurs.
- Periodic preventive tuning: planned interventions at regular time intervals.
- Condition-based tuning: continuous evaluation determining interventions based on the element’s current condition.
- Inspection and diagnosis: systematic evaluation to identify potential problems.
According to Stages
- Preventive Maintenance: anticipated actions to avoid failures.
- Corrective Maintenance: interventions to repair defects once occurred.
According to Resources
- Own Means: internal personnel and equipment of the organization.
- Outsourced: contracting of specialized external services.
- Mixed: combination of own and external resources according to needs.

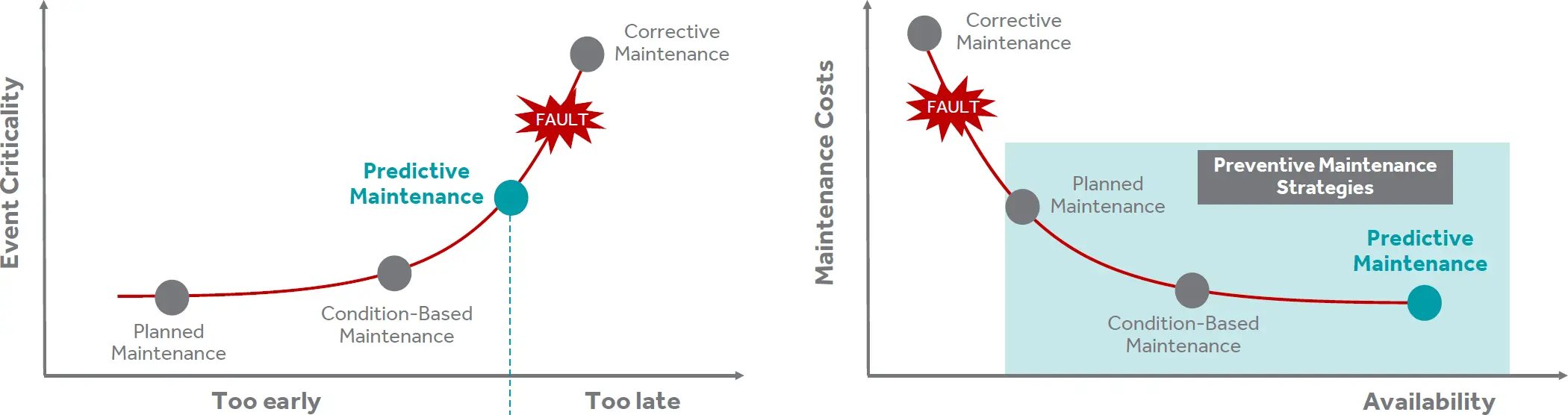
Corrective maintenance: This strategy comprises the repair of equipment and facilities that have experienced failure or breakdown, executing interventions destined to restore the functionality of track components after defects manifest. It is a late intervention approach, reactive to identified problems.
Preventive maintenance: Implies the performance of systematic inspections and revisions established based on temporal parameters since the last intervention, accumulated mileage data, operated load cycles, or other relevant indicators. This model seeks to anticipate progressive track deterioration to avoid advanced degradation.
Condition-based maintenance: Characterized by continuous surveillance and monitoring of the evolution of facilities and equipment, allowing determination of the optimal moment to execute revisions or changes when indicators signal proximity to critical failure thresholds. This methodology enables defect correction in a timely manner, based on objective data of the current track state.
It should be noted that the approximate global useful life of a modern railway infrastructure ranges between 35 and 40 years, a period during which the systematic application of these maintenance strategies is required:
APPROXIMATE GLOBAL USEFUL LIFE: 35-40 YEARS
I.1. Condition-based maintenance
The condition-based maintenance methodology demands specific requirements for its successful implementation. Firstly, it is indispensable to have permanently updated information about technical characteristics and current track condition. This requires:

Make optimum decision based on analysis results Perceive changes and conduct maintenance at appropriate timing
As a second requirement, agile response capacity is required upon detection of localized defects, conjugated with the methodological and controlled use of available heavy machinery resources. In essence, condition-based maintenance is based on the systematic repetition of an iterative cycle of evaluation and correction, applied as many times as necessary to maintain operation parameters within admissible ranges.
Monitoring systems, providing objective real-time knowledge on track state: Specialized technological facilities capable of supplying objective and real-time information regarding the integral state of the track, facilitating decision-making based on real operation data.
Track brigades with light tools, endowed with great agility, for correction of point defects: Teams of duly trained personnel, equipped with light and agile tools, destined for expeditious correction of point and localized defects not requiring major machinery intervention.
Heavy machinery teams with rapid response: for correction of generalized track geometry degradation or replacement of defective track materials: Sets of specialized machines with rapid response capacity to attend both correction of generalized degradation in track geometry and replacement of structural materials that have reached the end of their operational useful life.
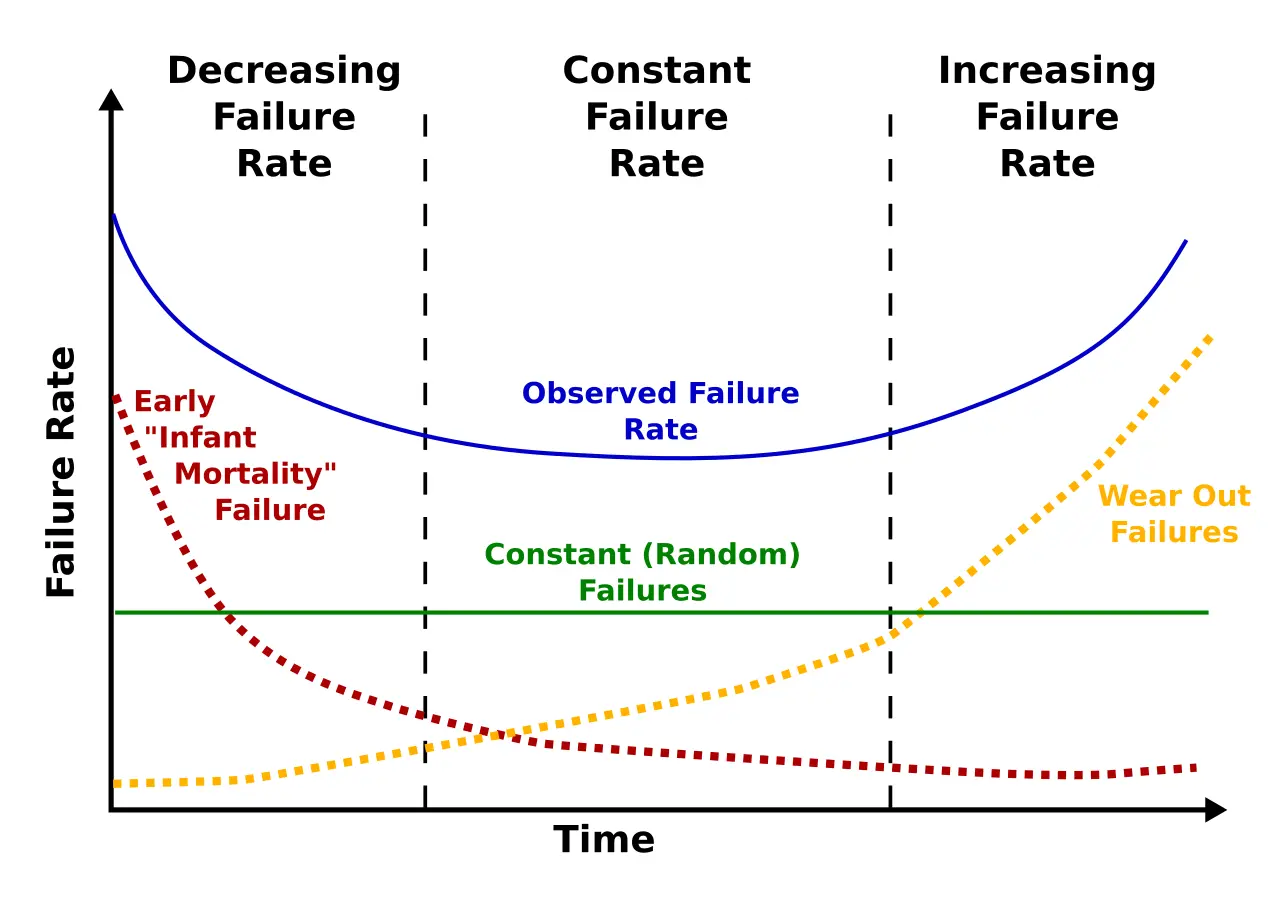
For effective formulation of preventive measures, it is essential to have detailed knowledge of the current state of materials and facilities, as well as tracking the evolutionary trajectory of potential defects. The passage of circulations over the track generates dynamic responses in vehicles traversing present irregularities, producing internal forces and accelerations whose magnitudes depend directly on the degree of defectology present in the track and the operating speed applied.
As the accumulated volume of circulations increases, the level of defects present in the track progressively increases and, consequently, the dynamic response experienced by vehicles circulating on it amplifies. When these dynamic response parameters approach critical thresholds established to ensure passenger comfort, to preserve acceptable operating conditions, or to guarantee defined operational safety margins, it is required to activate intervention protocols through maintenance actions or, alternatively, through implementation of speed restrictions in affected sections.
Chapter II. Monitoring
The monitoring system constitutes the set of procedures, techniques, and equipment destined to evaluate, control, and document the current state of railway infrastructure. Through monitoring, systematic information is collected allowing knowledge of the track degradation level and planning of necessary corrective actions. Among available methodologies are:
- FOOT PATROLS: inspections performed through pedestrian tours along the track.
- CAB RIDES: observations from specially equipped vehicles circulating on the track.
- ULTRASONIC RAIL INSPECTION: acoustic techniques to detect internal defects in rail elements.
- DYNAMIC MONITORING: measurement of accelerations and dynamic responses experienced during circulation.
- TRACK GEOMETRY MONITORING: evaluation of geometric parameters such as leveling, alignment, and cant.
- TRACK MATERIALS STATE: inspection of the state of sleepers, ballast, and fastenings.
- TRACK IMPACT DETECTORS (DIV): devices to identify defects generating abnormal impacts.
- MANUAL MEASUREMENTS - PROBES: field evaluations using topographic and direct measurement equipment.

| ACTIONS | CRITERIA | |||
|---|---|---|---|---|
| TRACK SUPERSTRUCTURE INSPECTION | FOOT PATROLS | All lines 2 times/year (if no monitoring) In sections monitored with ZUT 1 and 2 (Immediate and short-term actions) |
||
| SWITCH AND CROSSING PATROLS | General tracks | Secondary tracks | ||
| B1, B2 C1, C2 | 2 times/year | 1 time/year | ||
| D and E | 1 time/year | 1 time/year | ||
| CAB RIDES | Entire Network: 3 times/year | |||
| MONITORING | TRACK GEOMETRY MONITORING | - Lines B1, B2, C1 and C2: 2 times/year - Lines D and E: 1 time per year |
||
| ULTRASONIC RAIL INSPECTION | - Lines B1, B2, D and E: 1 time per year Lines C1 and C2: 2 times/year |
|||
| MECHANIZED TRACK TREATMENT | LEVELING AND ALIGNMENT OF UNITARY SECTIONS |
Preferential action with own means on lines B1, B2, C1 and C2 with DEFICIENT OR POOR State Quality. Preferably in sections not less than 20 km Do not act in sections with GOOD, ACCEPTABLE OR REGULAR State Quality |
||
| LEVELING AND ALIGNMENT OF POINT DEFECTS | Action will be preferably with external means in Urgent Treatment Zones AND in Switches and crossings | |||
| RAIL GRINDING | Resources are distributed based on: Requests from territorial Sub-directorates of Ops. AND results from Analysis III of the Monitoring Car Preferential action on lines B1, B2, C1 and C2 |
II.1. Monitoring: objectives
Monitoring seeks to achieve a series of strategic objectives in railway maintenance management:
- Measure, quantify and analyze the evolution of track state: Through systematic data collection, objective metrics are established allowing temporal tracking of deterioration and its trajectory.
- Identify critical defects: Seeks to detect both those defects approaching maintainability limits (identifying opportunities for preventive maintenance), and those signaling exhaustion of the element’s useful life (justifying comprehensive improvement actions).
- Define and value corrective maintenance actions: When defects are detected that in their projected evolution would approach risk situations for operational safety, it is necessary to evaluate and plan corrective interventions expeditiously.
- Prioritize activities: Collected information allows establishing an order of priorities for effective application of available resources, both human and material, assigning them to sections requiring them most urgently.
II.2. Monitoring: types
There are multiple monitoring methodologies that can be classified based on the degree of mechanization and type of parameters evaluated:
Monitoring with general methodology: This approach comprises an integral procedure through which main technical track parameters are analyzed. Its execution can be performed “manually” through pedestrian and visual tours, or through utilization of specialized vehicles provided with sensors integrated into computer systems automatically recording and processing parameters, generating automated quality diagnoses.
Among parameters usually measured in complete monitoring are included:
- Vertical track geometry (levels and cant)
- Horizontal track geometry (plane alignment)
- Rail geometry (wear, deformations)
- General segment layout
- Ride quality (dynamic comfort measure)
Visual monitoring: This methodology aims to evaluate the physical state of components integrating track and platform, generally performed through direct inspection via pedestrian tours. It allows identifying: ballast defects (including poor quality or bad state ballast), sleeper damage (rotted or burnt zones in wooden sleepers, or cracks in concrete sleepers), fastening system deficiencies, rail wear or breaks, track joint problems, and welding defects.
Geometric monitoring: Focuses on evaluation of track geometric parameters, such as: longitudinal leveling (whose irregularities generate galloping or pitching effect in vehicles), transverse leveling (whose irregularities cause rolling movements), twist (whose defects can originate derailments), track gauge (indirectly affecting hunting movement depending on available play), alignment (whose defect generates hunting movements), cant and curvature radio.
Dynamic monitoring: Consists of systematic measurement and recording of accelerations experienced by a vehicle circulating on the track, simultaneously recording its passing speed. Through multiple accelerometers installed in strategic positions, vertical and horizontal accelerations originated by track imperfections are measured, taking data in both axle box zones and passenger car body. This approach provides information on real dynamic interaction between track and train, allowing knowledge of comfort conditions experienced by users in real operation. This methodology is especially sensitive for detecting corrugation, one of the most critical defects in high-speed tracks, being considered the preferred form of periodic monitoring for modern lines.
II.3. Monitoring: equipment
For execution of monitoring tasks, a diversity of equipment is available varying from simple manual instruments to complex automated systems.
II.3.1. Manual monitoring equipment:
Manual equipment constitutes portable tools used by field brigades for direct inspections and local measurements. Among these are included topographic equipment for position and level data taking, track gauges for dimension verification, welding check devices, versatile handles for geometry control, specialized rail profile gauges, and precision laser equipment employed particularly in switch and crossing inspection.
II.3.2. Manual monitoring trolleys:
Manual monitoring trolleys constitute semi-mechanized equipment allowing faster and more precise measurements than purely manual instruments. These include hand-pushed monitoring trolleys transporting measurement personnel, absolute coordinate monitors utilizing positioning systems to capture three-dimensional track data, as well as other specialized complementary systems increasing productivity of field inspection teams.
II.3.3. Monitoring vehicles:
Monitoring vehicles are high-level mechanized systems allowing capture of monitoring data at operation speed or controlled speeds. Included among these are specialized laboratory trains like the Seneca, combining wide instrumentation with autonomous displacement capacity, vehicles adapted in urban transport systems like those of Madrid Metro counting with specialized internal equipment, and draisines which are light platforms with onboard measurement systems destined for lower traffic lines. These teams allow automated large-scale data capture, generating information bases feeding centralized analysis systems.
Chapter III. Operations
Maintenance operations comprise a set of mechanized and manual activities designed to correct and prevent specific defects of railway infrastructure. Following describes main maintenance operations used in modern railway industry.
III.1. Grinding
Grinding operation constitutes a specialized preventive maintenance procedure directed to elimination of a superficial film of decarburized steel generated during industrial rail manufacturing process, as well as for simultaneous removal of other types of superficial defects. This operation pursues the following technical objectives:
Main objectives of grinding:
- Generation of uniform running surface: Allows achieving a running surface presenting constant rail inclination, improving load distribution.
- Preservation of geometric profile: Assures correct rail head profile is maintained and eliminates or significantly reduces existing superficial defects.
- Longitudinal layout improvement: Achieved through flattening of superficial waves originated in rail manufacturing and posterior grinding of aluminothermic welds.
- Extension of useful life: Maintaining rails in good state through periodic grinding substantially improves useful life of both rails and vehicle wheels, simultaneously reducing operational noise levels.
- Elimination of manufacturing defects: Residual defects present in rail active surface after manufacture are eliminated.
- Elimination of assembly defects: Marks and damage produced during unloading and material handling processes in field are removed.
- Corrugation control: Grinding provides improved control of general track deterioration and significantly delays formation and progression of corrugation, a defect tending to accelerate with circulation speed.
- Crack reduction: Contributes to reducing appearance and propagation of longitudinal cracks in rails.
III.2. Tamping-Leveling Machine:
Tamping operation constitutes the process through which ballast material is introduced under sleepers with the aim of restoring track leveling or consolidating its position after settlements. This function, executed by specialized machines called tampers, can be performed through vibration, mechanical compression, or combinations of both methods.
Tampers are equipped with a coordinated set of tamping tines positioned strategically to attack sleeper heads by their lateral faces, operating on both sides of the rail simultaneously. The tamping system integrates three main movements:
- Vertical movement of tamping assembly: Provides insertion and extraction action of tines from ballast bed, allowing alternation between penetration and retraction.
- Vibratory movement of tines: Generated by eccentric mechanisms, facilitates movement of tines within ballast mass, allowing progressive penetration.
- Approximation movement of tines: Through worm screw systems, ballast is placed and imprisoned under sleeper, consolidating its vertical position.
The leveler constitutes a specialized machine derived from conventional tamper, additionally equipped with rail lifting systems allowing combination of lifting and tamping operations simultaneously, leaving track finally at desired geometric height. Most habitual leveling procedure is executed under control of an operator provided with precision sight-level and remote radio control commands stopping lifting movement at exact instant target level is reached.
Levelers count with a specialized group of lifters constituted by steel circular discs (called “claws”) associated to hydraulic actuation systems. These discs couple to rail head holding it firmly during lifting, allowing precise control of final height. An important characteristic is that all modern tamping machines incorporate leveling capacity. Historically, primitive tampers lacked this function and leveling was performed through hydraulic jacks positioned sequentially as machine passed along track.
Operations
III.3. Liner:
Lining machines are specialized equipment provided with holding elements similar to those used in levelers, but characterized by possessing controlled horizontal movement. This horizontal movement allows displacing track laterally until correct position in plan is achieved, rectifying general alignment defects. Lining machines typically operate through sliding wires procedure, establishing geometric references through reference lines displacing with machine.
In modern operational practice, specialized lining machines exist exclusively for this function, although it is most frequent to find combined machines called tamper-leveler-liners integrating three functions in single work unit, allowing optimization of times and resources through simultaneous execution of multiple corrective tasks.
III.4 Ballast Regulator:
Profiling machines (ballast regulators) constitute equipment specialized in distribution and shaping of side ballast shoulder, giving appropriate shape and thickness to this transition zone between platform and track box. These machines are equipped with frontal and lateral plows of specialized design pushing ballast towards correct positions, shaping shoulder geometry. Many regulators additionally incorporate sweeping brush collecting surplus and deteriorated ballast, transporting it through conveyor belt towards hopper integrated in machine, from which clean material is selectively redistributed according to operational needs.
III.5. Operations: Continuous works
BCP Trains:
When analyses performed with monitoring vehicles detect that accumulated loss of leveling and alignment of a railway line approaches allowed critical thresholds, correction proceeds through coordinated utilization of BCP trains (acronym representing Tamper, Compactor and Profiler - Bateadora, Compactadora y Perfiladora).
A typical BCP train is conformed by three specialized machines working in complementary and integrated manner:
- A Tamping machine (with leveling and alignment capabilities) correcting defective geometry.
- A Compacting machine consolidating ballast after tamping.
- A Profiling machine defining and consolidating final shoulder shape.
These trains can operate in two distinct configurations: in simple sites where single BCP train works, or in high-yield sites where three BCP trains operate simultaneously in same segment, dividing track section to correct in three equivalent work zones advancing steadily.
BCP trains operational parameters:
To correctly execute leveling operation, typically track lifting between 2 to 5 centimeters is performed, requiring new ballast contribution between 100 to 200 liters per linear meter. This preliminary ballast contribution is performed prior to tamping cycle.
BCP trains require 3 to 4 hours of continuous uninterrupted operation to reach optimal productivity. In lines with passenger traffic, frequently transshipments of traveler services are necessary to allow this continuity. For this reason, in many cases strategy of employing three BCP trains operating in high-yield configuration is resorted to, significantly reducing required transshipment times. Typical productivity of BCP train operating in variable duration shifts is approximately 1500 daily meters when working in 3 to 4 hour cycles.
Operations: Continuous works
III.6. Operations: Track Undercutting
Undercutting operation constitutes process of selective extraction of ballast material from track without performing dismantling of main structural elements. With specialized undercutting equipment two distinct operational modalities are executed:
- Total undercutting: Consists of complete extraction of all ballast material present in track, subsequently allowing its replacement by better quality ballast or generating necessary previous conditions for track lifting operation in integral renewal contexts.
- Ballast cleaning or partial undercutting: Comprises recycling process through which all ballast is extracted, subjected to crushing and screening processing, excessively coarse or fine fractions as well as contaminating detritus proceeding from material decomposition are discarded, and finally clean and classified ballast resulting apt is reintroduced in track.
Undercutting machines are equipped with endless chain provided with tamping elements with high hardness manganese steel tips, aggressively breaking ballast shoulder located under sleepers, transporting extracted material towards hopper equipped with screening and classification systems. These machines possess additional capacity to lift and shift track, crush ballast in internal system, and in some advanced cases, spread sand and geotextile layers to sanitize and improve foundation subgrade.
Undercutter
Main components of undercutter machine include:
1.- TRACK BALLAST COLLECTION AND DRAG CHAIN: Transport system extracting material. 2.- CRUSHER: Equipment reducing size of extracted ballast. 3.- SCREENER: Classification system separating fractions according to granulometry. 4.- MAIN BELT THROWING DETRITUS OUT OF SUBGRADE: Transports rejected material out of infrastructure. 5.- CLEAN BALLAST DISTRIBUTING HOPPER: Stores classified ballast ready for redistribution. 6.- CENTRAL DISTRIBUTOR: Distributes ballast towards track axial zone. 7.- SIDE DISTRIBUTORS: Distribute ballast towards shoulder lateral zones.
Undercutting operation parameters:
Total undercutting typically requires being accompanied by complementary operations of subgrade improvement, including drainage, soil sanitation and other conditioning measures. Undercutting operation demands work interval of approximately 4 continuous hours, besides implementation of speed restrictions for traffic potentially traversing zone during works. For this reason, work interval planning must be performed with detailed analysis of operational impacts.
Typical undercutting productivity oscillates between 400 to 800 meters per work shift, depending on specific ballast conditions and complexity of associated conditioning works.
Operations: Track Undercutting
Chapter IV. Track Renewal
Railway infrastructure renewal constitutes one of most relevant processes in track life cycle management, implying complex strategic decisions, significant investments and considerable operational impacts.
IV.1. Concept of track renewal:
By track renewal is understood an integral process whose fundamental purpose is to systematically replace constitutive elements of track superstructure (rails, sleepers, fastenings and ballast), while conditioning and improving underlying infrastructure (subgrade, drainage) and its environment (cuttings, embankments) to be capable of complying with functions typically more demanding than previous establishment, in terms of load, speed or circulation frequency.
IV.2. Causes:
Main causes: Progressive aging of track components and its constitutive elements (deteriorated rails, cracked sleepers, decomposed ballast) constitutes most frequent cause justifying decision to proceed to integral renewal of a segment.
Secondary causes: Need to adapt existing line to new more demanding traffic patterns (higher speed, higher axle loads, higher frequency) represents other important motivation to undertake renewal projects.
Economic and operational considerations: High cost of executing renewal, as well as disruptive impact generated on operation of a line (especially critical in single track contexts without circulation alternatives), make analysis and subsequent decision to renew object of exhaustive technical-economic studies in preliminary evaluation phase.
Attached graphs illustrate conceptually how track deterioration behaves throughout useful life under different maintenance strategies:
- a: Minimum admissible limit (operational limit) - threshold under which track cannot operate
- b: Minimum acceptable limit (maintenance limit) - level from which interventions are required
- e: Foreseeable renewal efficacy - expected restoration capacity
- X1, X2, X3: Exponential deterioration under different operation conditions
- (1), (2), (3): Preventive tamping cycles
- d: Useful life lengthening due to dynamic stabilization after maintenance
- AC: Initial tamping quality (depends on machine capacity)
- BC: Initial settlement caused by first circulations (depends on ballast properties)
- AB: Foreseeable tamping efficacy (depends on rail design, sleepers, laying and subsoil conditions)
- DE: Settlements saved by dynamic stabilization effect
Renewal operational restrictions:
- Execution of works preferably during daytime hours is favored
- Previous preparation and demobilization works are required
- In single track cases renewed by phases, speed limitations are implemented while works continue
IV.3. Steps to follow:
Constructive sequence of track renewal comprises following methodologically ordered steps:
- Track staking: Establishment of geometric references and reference lines to control execution.
- Material reception: Verified stockpiling of all new elements (rails, sleepers, fastenings, ballast).
- Lifting and scrapping of old track: Controlled extraction of all obsolete components for recycling or disposal.
- Track assembly: Positioning and installation of new structural elements.
- Ballast contribution and profiling: Distribution of new ballast and shoulder shaping.
- Assembly and leveling of switches: Installation of track devices if applicable.
- First leveling: Preliminary geometric control after laying.
- Welding: Execution of aluminothermic welds in rail joints if corresponding.
- Second leveling: Final geometric adjustment after welding.
- Stress relieving: Relief of accumulated residual stresses in continuous welded rails.
IV.4. Track assembly with loose materials
This traditional renewal procedure is characterized by strategic disposition of materials along renewal section, followed by progressive incorporation through manual and semi-mechanized handling procedures.
Preparation and material distribution:
Required materials are distributed in orderly manner in section designated for renewal:
- New sleepers are stacked on one of track sides for convenient access.
- Rails are extended along both sides of track trace, supported on ballast shoulder to facilitate posterior manipulation.
- Work train is kept available with empty platforms destined for transport and removal of old material as dismantled.
Operational sequence:
- Track cutting: Cutting of old rails is performed to facilitate lifting.
- Old track lifting: Portals of appropriate capacity are employed to elevate complete old track and place it on removal train.
- Sleeper placement: Specialized backhoe equipment (called Vaiacar) is used to position new sleepers in projected locations with geometric precision.
- Rail placement: Rails are installed using positioning machines ensuring precise alignment.
- Clipping: Fastening elements fixing rails to sleepers are placed and tightened.
- Ballast watering, profiling, tamping and first leveling: Ballast is incorporated, shoulder shaped, consolidation tamping executed and first geometric control performed.
- Geometric checks and second leveling: Verification measurements and final geometry adjustments are effected.
Track renewal
IV.5. Track assembly with rapid renewal train TRR
Rapid Renewal Train (TRR) constitutes advanced mechanized system allowing execution of track renewal operations expeditiously and with high quality control. Its operational capacity spans multiple functions:
Functions TRR can execute:
- Integral renewal of existing track
- Isolated replacement of defective sleepers
- Selective replacement of deteriorated rails
- Track assembly on completely new platforms
- Heavy maintenance operations
Performance parameters:
Typical TRR performance is 100-200 meters per hour in normal operation, although this performance is dependent on time required to effect track cuts and interface preparation.
TRR system composition:
Rapid Renewal Train is integrated by following main components:
- Sleeper handling wagon: Transports and supplies sleepers at work front
- Work group: Set of specialized machines executing renewal operations (grinding, tamping, leveling, alignment)
- Tractor wagon: Provides traction to assembly and power to hydraulic systems
This integrated system allows coordinated and efficient execution of all operations, significantly reducing intervention times compared to conventional loose material methodologies.
Track renewal
Chapter V. Interferences with operation
Railway transport as operating system possesses operational rigidity characteristics distinguishing it from other transport modes. This rigidity implies track capacity is fixed and in any maintenance or construction operation inevitably interferences with regular traffic are generated. This makes necessary establishing careful coordination protocols between maintenance works and operation. Track possession (Corte de vía) definition: By track possession is understood scheduled interruption of railway circulations during determined period and in specific concrete section, with purpose of allowing execution of maintenance, renewal or construction works requiring dedicated access to infrastructure.
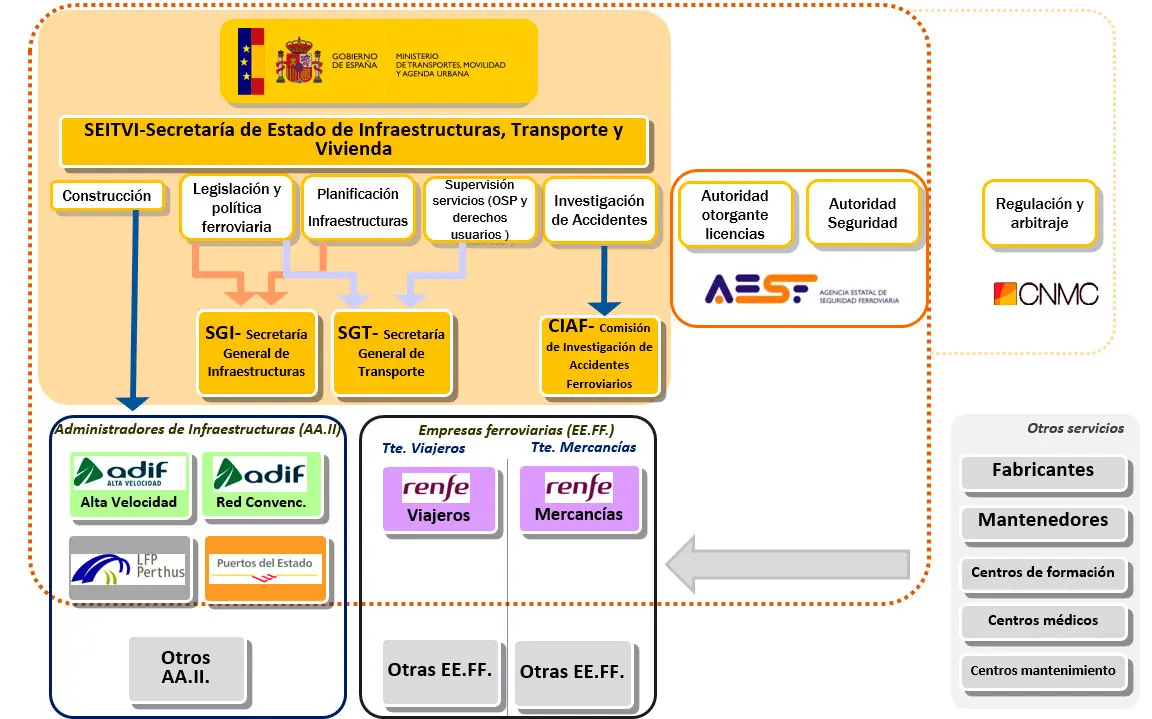
Railway model organization:
Railway operation management responds to organizational models coordinating multiple functions from commercial planning to real-time operation.
V.1. Work zones:
To guarantee safety during maintenance and construction operations, work zones with increasing degrees of risk are defined:
-
Safety zone: This zone extends from parallel line traced at more than 3 meters distance from outer edge of rail head, towards both sides of track. In this zone people can remain without special protections during railway vehicle circulations.
-
Risk zone: Comprises intermediate space between safety zone and danger zone. In this region acts moderate risk of affectation by railway circulation, requiring surveillance and safety precautions.
-
Danger zone: This is zone of maximum risk, defined as that where personnel, tools or materials can be potentially run over by railway circulations or exposed to suction-absorption effects provoked by moving vehicles. Covers track box and lateral spaces included between rail head and parallel line traced at 2 meters distance towards each side. This zone requires special protections and circulation blocking for intensive works.
V.2. Contractual documents in possession management:
Effective coordination between maintenance operations and exploitation requires set of normative and management documents:
-
Railway Sector Law: Fundamental legal framework establishing principles and regulations under which Spanish railways operate, including rights and obligations of operators and users.
-
RENFE Track Standards (N.R.V.) or ADIF Track Standards (N.A.V.): Mandatory technical regulations specifying technical parameters, materials and constructive procedures any railway work must comply with, guaranteeing system compatibility and safety.
-
General Circulation Regulations: Exhaustive document recompiling all necessary articles for correct and safe train circulation. Includes specifications on track signaling, technical conditions of distinct types of track possessions, additional safety means required, and operational procedures. Operationally complemented with Circulation Manual.
-
Framework Plan: Specific document elaborated for each individual railway work. Signed jointly by Maintenance and Circulation managers of area where works are executed. Explicitly defines track possessions assigned for work, applicable speed precautions, and identifies in detail specific interferences between exploitation and construction in that section.
-
TOC Times: Parameter established annually representing additional times foreseen for trains to absorb delays caused by precautions required during works. Framework Plan establishes these assigned TOC times cannot be exceeded in services of determined line.
Complementing strategic level documents, exist tactical and operational management operational documents:
-
Orders (Consignas): Documents issued by Circulation function whenever condition affecting circulation safety or facility integrity is identified. Provide specific instructions must be applied immediately.
-
Series C Orders: Monthly distribution documents issued by Circulation recompiling all precautions drivers will encounter along determined line during that month, including works in progress, temporary restrictions and special conditions.
-
Works Act: Weekly document elaborated by Infrastructure Maintenance function documenting and identifying in detail specific paths where works will be executed during that week and what type of works will be performed.
-
Work Scheduling: Weekly document issued by construction company responsible for works, detailing Work Plan, specialized personnel needs, machinery requirements, and foreseen affections to circulation during that week.
-
Line Capacity Diagram: Graphic tool time-space type reflecting schematically circulation of all trains scheduled on line. Particularly important for requesting track possessions, since in it are clearly identified time intervals where there are no circulations and, therefore, are available for works.
V.3. Track possession types
Several operational regimes exist to execute works on railway infrastructure, each with specific characteristics, requirements and restrictions:
-
Circulation interruption regime: This regime contemplates complete interruption of circulations during previously scheduled time intervals, according to Framework Plan specifications. Blocking is formalized delivering track at beginning of interval and returning it at end of same, performing these transfers in established collateral stations. This regime allows intensive works with reduced protections.
-
Time liberation regime: Under this regime, works are executed during available time intervals between train circulations. Constitutes high operational risk regime, since it requires permanent surveillance and rapid reaction capacity. General Circulation Regulations impose permanent communication must be maintained with collateral stations or traffic control center (CTC) to coordinate train movements.
-
Permanent possession in double track: When double track infrastructure permits, permanent possession of one of tracks can be established during entire duration of work project, allowing working 24 hours. In this case, work proceeds as if in risk zone with time liberation regime, requiring stopping works at moments trains circulate on adjacent service track. Obligatorily must possess Automatic Block System (BAB) activated.
-
Work in stations: Operations in stations can be executed under circulation interruption regime or under permanent track possession regime, according to needs. In any case, specific protections must be implemented: physical immobilization of switches in positions preventing access to possessed track, track circuit occupation through devices in control panels or utilizing short-circuit tools, and in cases where generally not possible to physically block switches, installation of restrictive stop signals.
Review Questions
How does preventive maintenance differ from corrective maintenance?
Preventive anticipates failure through systematic inspections, while corrective acts to repair breakdowns once they have occurred.
What is the main function of rail grinding operation?
Eliminate surface defects and decarburized steel film, delaying appearance of corrugation and improving wheel-rail contact.
What machinery makes up a BCP train and what is its purpose?
It is formed by a Tamper, a Compactor and a Profiler. They are used coordinately to correct track geometry and consolidate ballast.
What is the Rapid Renewal Train (TRR)?
It is a mechanized system capable of replacing rails and sleepers integrally with typical performance of 100 to 200 meters/hour.
What is meant by “Track Possession” (Corte de Vía)?
It is the scheduled interruption of circulation in a determined section to allow execution of maintenance or construction works without risk.
Bibliography
- Díaz de Villegas, J.M. (2003) Ferrocarriles. Apuntes de clase. E.T.S. Ing. Caminos, Canales y Puertos Santander.
- García Álvarez, A. (2022) Manual de ferrocarriles. El sistema ferroviario español. Ed. Garceta.
- Lichtberger, B. (2011) Manual de vía. Infraestructura, superestructura, conservación, rentabilidad. Eurail Press.
- Villaronte Fernández-Villa, J.A. (2009) Ingeniería y Tecnología Ferroviaria - Tecnología de la vía. Delta Publicaciones.
- Adif: normativa técnica: http://descargas.adif.es/ade/u18/GCN/ NormativaTecnica.nsf